Door Opening부의 보강재 형상변화에 따른 용접 변형 특성
Welding Distortion Characteristics of Door Openings According to Changing Shape of Stiffener
Article information

Trans Abstract
Welding often results in welding distortion during the assembly process. The welding distortion of thin-plate structures such as the living quarters of ships and offshore installations is a more significant problem than in the case of thick-plate structures. Pre-stressing/heating and fairing, which are additional works to mitigate and control welding distortion, are inevitable, and the construction planning is accordingly delayed. In order to prevent welding distortion and minimize the additional work during the assembly process, increasing the plate thickness and/or the number of stiffeners may be a simple solution, but it may give rise to problems related to cost and weight. In this study, the welding distortion control effect of the type of stiffeners on the door openings of various living quarter structures was investigated using an experimental method and a finite element method. The results showed the feasibility of mitigating and controlling the welding distortion, and the optimum selection of the type of stiffeners was confirmed.
1. 서 론
선박 및 해양구조물에서 다양한 구조부재 중 박판(Thin plate)은 생산성 및 중량 등의 관련한 장점으로 강도부재로 널리 활용되고 해양플랫폼 용 거주구(Living quarter, LQ)의 구획을 생성하기 위한 비강도부재로도 활용되어지고 있다. 그러나 박판구조물은 구조강도 측면에서 다양한 박판특성으로 인한 강도저하 현상(좌굴, 잔류응력 등)이 발생하고 이를 위한 검토가 설계단계부터 면밀하게 이루어지고 있다. 특히 생산공정 중 열에 의한 작업(용접, 곡직 등)으로 발생되는 열좌굴, 각변형이 현장문제로(Fig. 1) 빈번히 보고되고, 이는 공정 지연으로 이어져 막대한 생산비용 손실을 초래한다. 따라서 설계단계 뿐만 아니라 생산공정 단계에서 박판 구조물의 다양한 변형에 관련된 예측, 관리 및 제어 기술 개발이 지속적으로 요구되고 있고 관련한 예측 및 제어 방안이 활발하게 연구가 진행되고 있다(Hong et al., 2014; Ha and Yi, 2015; Yang and Bae, 2018).

Failure mode of thin-walled panels in offshore living quarters
박판구조에 대한 강도부재로 좌굴 및 최종강도에 대한 정밀한 비선형해석기법 및 다양한 복합하중 하에 구조강도의 설계 기술은 많은 연구개발과 관련 규정들을 통해 확립 되어졌다. 또한 최근 비강도부재로의 박판 용접에 의한 변형 예측에 관련한 간이 해석법 및 경험식에 관련한 연구도 활발히 진행되고 있다(Seo et al., 2018; Yi et al., 2018). 그러나 생산 공정 중에 발생하는 열변형 및 복합하중에 의한 추가변형 제어를 위하여 현장에서 활용되어지는 곡직에 연관된 복합하중해석은 단순 단일하중을 이용한 해석적 검토 또는 경험적인 현장문제 해결(Heo and Kim, 2003; Kim et al., 2010)법으로 접근하고 있다. 따라서 체계적이고 시스템적인 측면에서 정량적인 생산하중 정립을 통한 변형제어 기술이 요구되고 있다.
특히, 조선 및 해양플랫폼 건조 시 공법에 따른 중/대조 및 사전탑재(Pre-erection, PE) 단계별로 다양한 생산하중에 변화에 따른 지속적인 변형이 발생하고 변형제어를 위한 곡직작업이 빈번히 발생하고 있고, 탑재(Erection, E) 후 과정에서도 리프팅(Lifting) 및 장비 설치에 따른 하중변화 등 복합적인 공정흐름에 따른 추가변형이 발생하고 이에 반복적인 곡직 및 강제변위법등을 이용하여 변형 제어를 하고 있는 실정이다.
따라서 생산 과정 중에 발생하는 용접에 의한 열하중 이외의 시스템적인 복합하중의 원인을 규명해야 한다. 그러나 이러한 현상은 생산 공정에 대한 거시적인 하중의 명확한 이해와 대상구조의 복잡한 기하학적인 구조형상 및 재료적인 비선형거동에 대한 수치해석 및 실험적인 방법을 통하여 해결할 수 있다.
이에 본 연구에서는 선행연구로 생산 공정에 따른 곡직수행으로 인한 박판구조의 구조강도 및 강성 저하의 원인을 파악하기 위해 단일판을 대상으로 유한요소해석 절차 제안하고 이를 통한 곡직에 의한 강도 변화 특성 분석을 수행하였다. 또한, 실제 변형 발생이 많은 Door opening(개구부)부의 곡직 작업을 최소화하기 위하여, 보강재 형상 변경을 통한 변형저감 효과를 수치해석과 실증 실험을 통해 검증하였다.
2. 과도곡직에 의한 박판구조의 강도 특성
2.1 수치해석절차
생산공정에서 널리 사용되는 변형제어법인 곡직은 변형된 구조의 평탄도를 만족시키기 위하여 Fig. 2와 같이 변형이 일어난 부재에 열을 가해, 온도 구배에 의한 수축력의 차이를 이용하는 변형제어 방법이다. 하지만 곡직 작업으로 인하여 추가 잔류응력변화와 응력 평형상태가 불안정화로 이루어지며, 그 영향으로 공정상에서 발생하는 생산하중에 의한 추가 변형이 발생하게 된다.
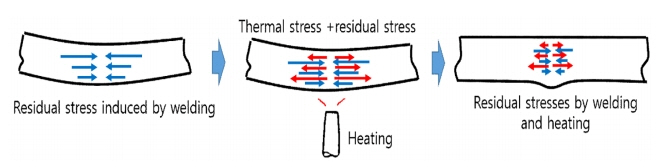
Mechanism of fairing process by heating method
이에 본 연구에서는 곡직에 의한 평탄도 및 잔류응력이 판의 구조강도에 미치는 영향을 알아보기 위해 다음의 해석절차를 제안하고 결과를 분석하였다(Fig. 3).
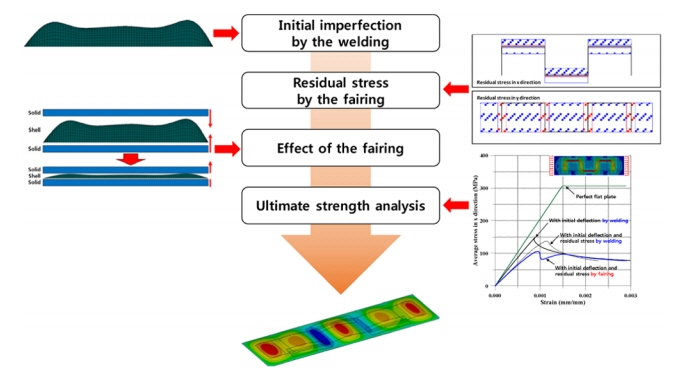
Procedure for finite element analysis considering both welding and faring
(1) 용접에 의한 변형 및 잔류응력 고려: 용접에 의한 초기 처짐 입력 후, 응력 평형 상태 유지 해석
(2) 곡직에 의한 잔류응력 적
(3) 강제변위해석을 통한 곡직에 의한 평탄도 해
(4) 비선형 구조강도거동 해석
적용된 대상 구조물은 용접 및 곡직의 영향을 크게 받는 거주구인 대표적인 박판 부재를 선정하여 곡직의 강도특성 분석 을 수행하였다(Fig. 4). 초기 처짐 형상은 대표적인 용접 초기형상 Hungry horse 모드(Paik, 2018)를 고려하였다. 또한, Cheng et al.(1996)이 제안한 잔류응력 모델을 이용하여, 곡직에 의한 잔류응력 및 잔류응력 발생 영역을 고려하였다.

Target structure in living quarter
곡직에 의한 잔류응력 적용을 위하여 이상화된 과도곡직선을 Fig. 5와 같이 잔류응력 형태로 적용하였다. 전술한 것과 같이 곡직은 용접에 의하여 변형이 발생한 판을 평탄도 및 직진도 위한 제어 법으로 Fig. 6과 같이 대상 판 부재를 강체 지그모델 통하여 곡직평탄도 해석을 수행하였다.

Applied residual stresses considering faring at a stress equilibrium state

Flow for considering the effect of fairing on a flatness
해석결과로 용접에 의한 최대 초기 처짐은 16.544mm이고, 평탄도를 복원하기 위하여 강제변위 이후 최대 처짐은 9.34mm로 감소한 것을 확인 할 수 있다(Fig. 6). 실제 완벽한 곡직제어를 통한 처짐 0mm으로 되어져야 하나 본 연구에서 적용된 강제변위 이후 처짐량은 판의 탄성 복원량으로 볼 수 있다.
2.2 곡직에 의한 박판 구조강도 거동특성
생산공정의 용접 및 곡직의 따른 강도 특성 분석을 위하여 4가지의 공정상에 발생하는 결함에 대한 판의 종방향 압축강도 특성을 분석하였다. 특성분석의 위한 초기결함은 Case I은 초기 결함(처짐 및 잔류응력) 미적용, Case II는 용접에 의한 처짐 적용, Case III은 용접에 의한 처짐 및 잔류응력 적용, Case IV는 용접과 곡직에 의한 처짐 및 잔류응력에 대한 결함특성을 해석 모델에 각각 적용하였다.
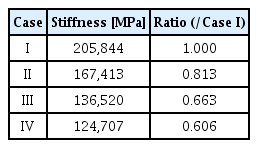
Fig. 7은 각기 다른 결함특성을 가지는 판의 압축강도 거동특성 결과이며, Table 1과 Table 2는 초기결함에 따른 최종강도 및 구조강성을 나타내고 있다. 예상된 결과와 같이 결함이 없는 이상적인 판(Case I)에 비하여 초기결함을 가지는 구조물은 구조강성 및 강도가 큰 폭으로 떨어지는 것을 확인 할 수 있으며, 특히, 잔류응력이 고려됨에 따라 강성이 저하됨을 볼 수 있다.
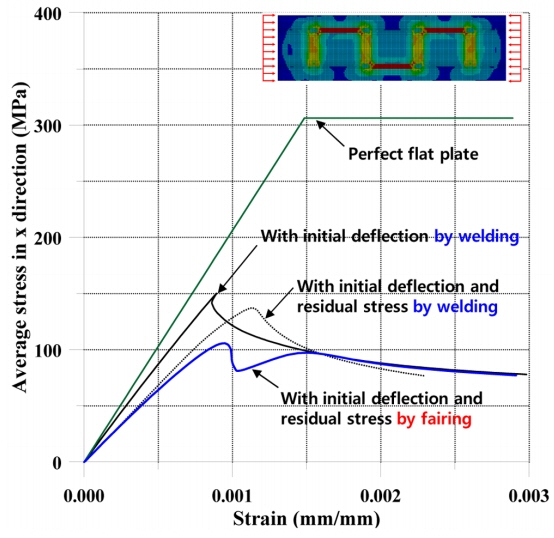
Effect of initial deflection and residual stress by welding or fairing
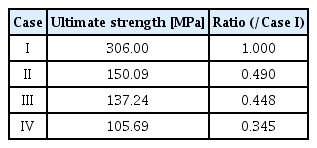
Ultimate strength of plates depending on initial imperfections
Structural stiffness of plates until proportional limit depending on initial imperfections
또한, 곡직 효과를 고려한 판의 경우, 다른 판에 비하여 최종 강도 및 강성이 작으며, 이는 곡직을 적용한 판의 경우 작은 하중에도 변형이 크게 발생함을 나타낸다. 이를 통해 생산 공정단계에 따라 발생하는 변형의 수정을 위해 수행되는 지속적인 곡직작업의 영향으로 구조물의 강도 및 강성이 초기 구조설계 강도에 비해 감소할 수 있다는 것이 확인되었다. 곡직작업이 수행된 구조물에 생산공정 및 운영시의 예측하지 못한 외부하중이 작용함에 따라 추가 변형이 발생할 가능성이 있기 때문에, 이에 대한 검토가 생산 및 설계단계에서 이루어져야 한다.
3. Door opening 부의 변형 제어 기법
2장의 결과와 같이 박판 구조물은 용접 변형과 용접 후 곡직으로 인한 구조 강성 및 강도 저하가 일어나는 것이 확인하였다. 이에 따른 곡직에 의한 추가 변형 발생 현상을 개선하기 위해서는 곡직 과정을 최소화시킬 수 있는 선제적인 변형 저감 방안이 요구된다. 이에 본 연구에서는 보강재 변경을 통해 기학적인인 구조 강도 및 강성을 확보함으로써 용접 변형을 저감효과를 분석하였다.
3.1 보강재 형상
본 연구에서 대상으로 하는 해양플랫폼 거주구의 Door opening부는 기하학적인 불연속등 관련한 원인으로 현장에서 곡직 등 관련한 변형제어가 빈번이 일어는 구조이다. 따라서 실제 해양플랫폼 거주구의 Door opening의 주변 보강재형상 변화에 따른 변형제어 대하여 실험과 수치해석 기법을 이용하여 적용성을 검토하였다.
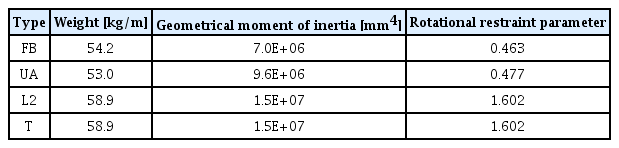
Fig. 8은 국내 조선소에서 거주구 Door opening부의 사용 및 사용 가능한 보강재들의 치수이고, Table 3은 각 보강재의 단면 2차 모멘트와 회전구속도를 나타내고 있다. T-형 타입의 보강재의 경우, 단면 2차 모멘트 및 회전구속도 측면에서 FB(Flat bar) 및 UA(Unequal angle) 비해 장점이 있으나 보강재 형상에 따른 Door frame 주변부재와 간섭영향으로 적용성이 어렵다.

Typical dimensions of stiffeners which are used at shipyards
Stiffness of plates until proportional limit depending on initial imperfections
따라서 기존의 앵글 타입 보강재에 T-형 타입의 장점인 단면물성치를 확보하면서 설치간섭을 피할 수 있는 L2 보강재형상이 채택되었다(Fig. 9). 따라서 기존의 앵글형태 보강재와 L2형상 보강재의 형상에 따른 용접에 의한 변형에 대한 저감 효과를 수치해석과 실험적으로 비교 분석하였다.

Proposed stiffener type change for deformation control
3.2 Door Opening부의 실험
보강재 형상변화를 통한 Door opening부 변형제어 검증을 위하여 (1) 선종별(액화천연가스운반선, 원유운반선, 컨테이너운반선, 해양플랜트), (2) 용접방법(연속 용접, 단속 용접), (3) Door 형상별(문형 및 해치형) 등에 대하여 널리 알려진 실험계획법 중 일반완전요인 계획법을 이용하여 실험계획을 수립하였다. 총 32개의 실험시나리오가 고려되었으며, Taguchi method(Taguchi and Konishi, 1987)를 이용하여 최종 8개의 실험 대상 구조물이 선정되었다. Table 4에 선택된 모델의 높이, Door opening부 형상, 용접방법, 보강재 형상 그리고 Wall의 판 두께를 나타내었다. 모델 1-4는 Door opening부에 문턱이 있는 ‘문형’이며, 모델 5-8은 문턱이 없는 ‘해치형’으로 정의하였다.
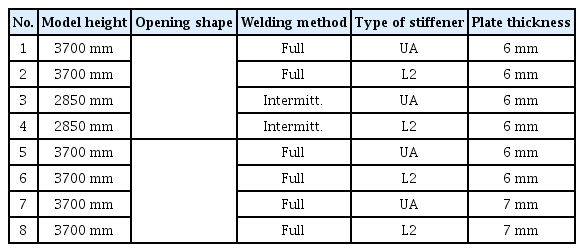
Selected mock-up test models
Fig. 10은 선정된 8개의 대상 구조물의 주요치수 및 용접법에 대한 상세 정보이고, 세부적으로 모델 1, 2는 ‘문형’ 거주구 구조물에서의 보강재 변경에 따른 제어 효과, 모델 3, 4는 단속 용접 시의 제어 효과, 모델 5, 6은 ‘해치형’ 거주구 구조물에서의 제어 효과, 마지막으로 모델 7, 8은 판 두께에 따른 변형 제어 효과를 분석하였다.

Schematic of selected mock-up test models
3.3 유한요소 해석
열좌굴 유한요소해석을 위해 범용 비선형 유한요소 코드인 MSC MARC(2013)를 이용하였다. 주요 핵심 해석 대상인 용접 각 변형과 용접 수축력은 최근 개발된 간이해석법(Shin et al., 2006; Seo et al., 2018)을 이용하여 해석되었다(Fig. 11). 적용된 해석방법은 용접에 의한 변형해석을 Strain-as-direct–boundary(SDB) 법(Ha et al., 2008; Ha, 2011)으로 수행한 후, 용접부에 가상의 압축하중을 가하여 용접 작업 후 용접부에 발생하는 수축을 구현하는 방법이다. SDB 법은 판 두께와 용접 각장의 길이에 따른 용접 각 변형량의 실험 계측 데이터를 토대로, Finite element analysis (FEA)에서 가상의 온도와 가상의 열 수축율을 이용하여 실제의 용접 각변형을 구현하는 방법이다. 그리고 용접부 수축의 구현을 위한 가상의 압축하중의 크기는 용접 입열량의 크기에 따라 발생하는 용접부의 수축력을 실험을 통해 계측한 값을 토대로 결정된다(Lee and Shin, 2003).

Procedure of thermal buckling analysis
대상구조물의 경계조건 적용을 위하여 우선적으로 실제 현장에서의 작업조건과 동일한 해석조건을 구현을 위하여 (1) 바닥면에 Surface-Surface contact 조건, (2) 제작체의 이동을 방지하기 위해서 설치되는 Tap의 위치에 Z 방향 변위구속, (3) 강체운동 발생을 막기 위해, 네 모서리에 Spring 요소를 이용하여 Fig. 12와 같이 가정하였다.

Boundary conditions for preliminary structural analysis
Fig. 13은 각 대상 구조물의 변형 형상을 보여주고 있으며 제안된 L2 형태의 보강재를 변경하였을 때 Table 5와 같이 변형량과 발생하는 변형의 범위가 줄어드는 것을 확인할 수 있고, 평균적으로 기존의 앵글 형태의 보강재 비해 약 25.5%의 변형 제어 효과가 나타났다.
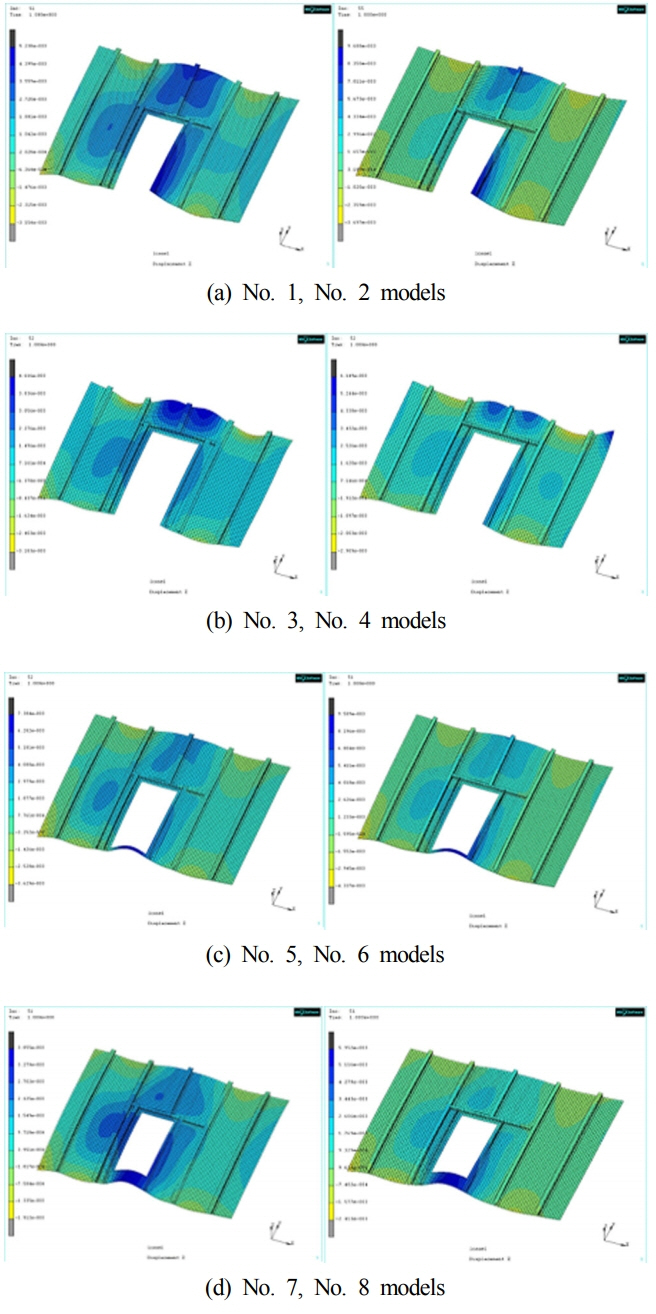
Deformed shape of selected mock-up test models

FEA results of welding deformation
3.4 실증 Mock-up 실험
전술한 것과 같이 선정된 8개의 대상 모델은 실험적인 검증을 위하여 국내조선소에서 실제 거주구 제작조건과 동일한 제작조건을 따라 아래와 같은 용접법으로 시험체를 제작하였다(Fig. 15). 또한 변형량은 광파기와 3D scanner를 이용하여 계측되었다.

Production of door opening mock-up models
∙ 용접 방법: Semi-auto or with auto-carriage welding
∙ 용접재: MX-200H
∙ 용접 조건: Welding parameter - 280~350A, 28~30V, 58~64CPM, 2F position
∙ Welding leg length - 4.5~5.0 mm
∙ 계측 방법: 광파기(Total station), 3D scanner
3.5 Mock-up 실험 변형 계측 결과
Mock-up 실험 결과, 평균적으로 면외변형의 범위가 약 49.5%가 줄어드는 변형 저감효과가 나타났다(Fig. 16). Table 6와 Table 7에는 Fig. 16의 1번 Path의 보강재 이면부, 2번 Path의 보강재 사이에 대한 각각 종뱡항 면외변형, Table 7에는 3번 Path의 횡방향 면외변형, 그리고 Door frame 부의 계측 최대 변형량을 비교하였다.비교 결과 L2 형 보강재는 용접 변형이 감소시키는 것을 확인되었다. 용접법의 영향은 연속용접 보다 단속용접일 때 그 효과가 상대적으로 작은 것을 볼 수 있는데, 이는 단속용접을 적용함에 따라 보강재와 판사이의 결합이 약해져, 보강재의 구속 능력이 줄어들어 나타나는 결과로 판단된다.

Measurement results of welding deformation

Comparison of maximum deflection

Comparison of maximum deflection
또한 수치해석 결과에 비해 실험 계측 결과에서의 저감 효과가 더 큰 것으로 나타났으며, 이는 유한요소해석에서의 과도한 경계조건, 간이해석법의 가정조건 등 해석조건 차이점으로 사료된다. 아울러 No. 3 모델의 변형 계측에 있어, 단부에서의 계측오류가 있었음을 밝힌다.
3.6 Box Mock-up 실험 및 결과양
실험에 사용되었던 보강판 구조에 대해서 No. 1, 2, 5, 6 모델을 실제 거주구와 가깝게 Box 형태의 Mock-up으로 조립하여(Fig. 17), 중조립 이상 공정에 대해서 변형량과 요구되는 곡직량을 비교하였다.

Production of box mock-up models
조립 후 용접 각변형과 잔류응력 완화를 위해 실제 공정에서 실시되는 Back heating 작업 또한 실시되었다. 최종 변형량 계측 결과 Fig. 18과 같이 변형량이 감소되었다. Mock-up의 종방향 수축량과 횡방향 수축량을 비교해본 결과, L2를 사용할 때 평균 약 34%가 줄어드는 것이 확인되었다(Table 8).

Deformation at door frame after assembly process
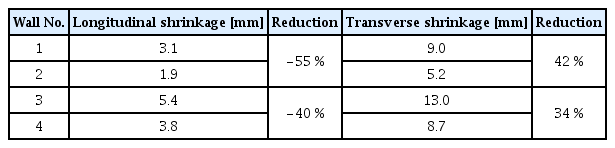
Comparison of longitudinal and transverse shrinkage of box mock-up model after assembly process
조선소에서 수행되는 거주구 곡직작업과 동일하게 동일 작업자로 곡직작업을 실시하였고 이에 따른 곡직량 및 위치를 비교하였다. Fig. 19에 보이는 것과 같이 Door frame 전체적으로 확연히 곡직 작업량이 줄어든 것이 확인되었다.

Comparison of work amount of faring after assembly process
4. 결 론
해양플랫폼 LQ 구조물 등에 널리 사용되는 박판부재는 용접 변형과 용접 후 곡직으로 인한 구조 강성 및 강도 저하가 일어나는 원인을 이상화된 과도곡직 상황에 대해서 수치해석적으로 정량화하였다. 이를 통해, 생산 공정상에서 발생하는 추가 변형을 방지하기 위해서 곡직작업량을 최소화하여야 한다는 것을 확인하였다.
이를 위해 본 연구에서는 보강재 형상 변경을 통한 변형 저감 효과를 수치해석과 실증 실험을 통해 검증하였다. 기존의 보강재 UA 형상에서 L2 형상으로 변경함으로써, 보강재의 강성과 회전구속도로 인해 평균 49.5%의 변형 저감 효과가 나타났다.
본 연구에서는 적용한 보강재의 치수와 종류를 현재 조선소에서 주로 사용되는 것으로 제한하였고 이는 실제 현장에서 본 연구결과를 활용한 변형 저감 관련 지침 등을 수립하는데 활용이 가능할 것으로 판단된다.
Acknowledgements
본 연구는 SHI-GCRC SOP 산학협동 6차 년도 연구과제의 연구결과 중 일부임을 밝히며, (주)삼성중공업의 연구비 지원에 감사드립니다.

