

1. ņä£ ļĪĀ
ņøÉņ×Éņ×¼ņŚÉņä£ ņĀ£ĒÆłņØä ĻĄ¼ņä▒ĒĢśļŖö ļČĆņ×¼ļōżņØä ņĘ©ņ×¼ĒĢśņŚ¼ ņĀ£ĒÆłņØä ņāØņé░ĒĢśļŖö ņé░ņŚģ ļČäņĢ╝ņØĖ ņĪ░ņäĀŌĆżņ×ÉļÅÖņ░©ŌĆżĒĢŁĻ│Ą ļ░Å ņØśļźśņé░ņŚģņŚÉņä£ļŖö ļČĆņ×¼ļōżņØä ņøÉņ×Éņ×¼ņŚÉ ņĄ£ņĀü ļ░░ņ╣śĒĢśļŖö Ļ▓āņØ┤ ļ¼┤ņŚćļ│┤ļŗż ņżæņÜöĒĢśļŗż. ĒŖ╣Ē׳, ņĄ£ĻĘ╝ ņøÉņ×Éņ×¼ Ļ░ĆĻ▓®ņØś ĻŠĖņżĆĒĢ£ ņāüņŖ╣ņ£╝ļĪ£ ņØĖĒĢ┤ ņøÉņ×Éņ×¼ ņåīļ╣äļź╝ ņĄ£ņåīĒÖö ĒĢśņŚ¼ ļ╣äņÜ®ņØä ņĀłĻ░ÉĒĢśĻĖ░ļź╝ ĻĖ░ļīĆĒĢśĻ│Ā, Steel cutting Ļ│ĄņĀĢņŗ£Ļ░äņØä ļŗ©ņČĢĒĢśņŚ¼ ņŗ£Ļ░äņĀü ņĖĪļ®┤ņØś Ļ│ĄņĀĢ ĒÜ©ņ£©ņØä ļåÆņØ┤ĻĖ░ ņ£äĒĢ£ ļ░®Ē¢źņ£╝ļĪ£ ņé░ņŚģņØ┤ Ļ┤Ćņŗ¼ņØä Ļ░¢ļŖö Ļ░ĆņÜ┤ļŹ░, ļäżņŖżĒīģ ņĢīĻ│Āļ”¼ņ”śņŚÉ ļīĆĒĢ£ ņżæņÜöņä▒ņØĆ ļéĀļĪ£ ņ”ØĻ░ĆļÉśĻ│Ā ņ׳ļŗż.
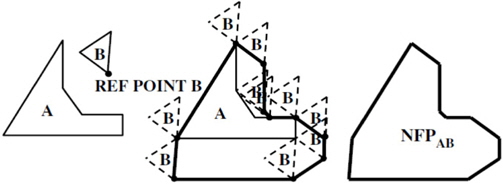
ļäżņŖżĒīģ ņĢīĻ│Āļ”¼ņ”śņØĆ ĒśĢņāüĒæ£Ēśä ĻĖ░ļ▓ĢņŚÉ ļö░ļØ╝ Ēü¼Ļ▓ī ļæÉ ļČäļźśļĪ£ ļéśļłī ņłś ņ׳ļŖöļŹ░(Sheen, 2012), ņ▓½ ļ▓łņ¦ĖļĪ£ No-fit-polygon(NFP)ņØ┤ ņ׳ļŗż(Adamowicz and Albano, 1976). NFPļŖö Fig. 1Ļ│╝ Ļ░ÖņØ┤ ļæÉ ļČĆņ×¼Ļ░Ć ņä£ļĪ£ Ļ▓╣ņ╣śņ¦Ć ņĢŖĻ│Ā ņÖĖĻ│ĮņäĀņØä ļ¦×ļīĆĻ│Ā ņ׳ņØä ņłś ņ׳ļŖö ļ¬©ļōĀ ņ£äņ╣śņØś ņĪ░ĒĢ®ņØ┤ļØ╝Ļ│Ā ĒĢĀ ņłś ņ׳ņ£╝ļ®░ ņØ┤ Ļ░£ļģÉņØä ņØ┤ņÜ®ĒĢśļŖö ļäżņŖżĒīģ ļ░®ļ▓ĢņŚÉņä£ļŖö ņ×äņØśņØś Ēī©Ēä┤ņØä ņ¦üņäĀ ņäĀļČäļōżļĪ£ ĻĘ╝ņé¼ĒÖöņŗ£Ēé© ļŗżĻ░üĒśĢ ĻĘ╝ņé¼ļ▓Ģņ£╝ļĪ£ Ēæ£ĒśäĒĢśņŚ¼ ņé¼ņÜ®ĒĢ£ļŗż(Kim et al., 2006). NFPļź╝ ņØ┤ņÜ®ĒĢśļ®┤ ļČĆņ×¼ Ļ░äņØś ņżæņ▓®ņŚ¼ļČĆ ĒīÉļŗ© ļ░Å ņżæņ▓®ņØä ĒĢ┤ņåīĒĢśĻĖ░ ņ£äĒĢ£ ļ░®Ē¢źĻ│╝ ņØ┤ļÅÖĻ▒░ļ”¼ņØś Ļ│äņé░ņØ┤ Ļ░ĆļŖźĒĢśļŗż(Ryu and Kim, 2004).
ļæÉ ļ▓łņ¦ĖļĪ£ Ļ▓®ņ×É Ēæ£Ēśäļ▓Ģ(Pixel representation/Grid algorithm)ņØ┤ ņ׳ļŗż(Oliveira and Ferreira, 1993). Ļ▓®ņ×É Ēæ£Ēśäļ▓ĢņØĆ ļČĆņ×¼ ĒśĢņāüņØä Ļ▓®ņ×ÉļĪ£ ņ¬╝Ļ░£ņ¢┤ ĒśĢņāüņØś ļé┤ļČĆņÖĆ Ļ▓ĮĻ│äņäĀņŚÉ ĒĢ┤ļŗ╣ĒĢśļŖö Ļ▓®ņ×ÉņÖĆ ĻĘĖļĀćņ¦Ć ņĢŖņØĆ Ļ▓®ņ×ÉļĪ£ ĻĄ¼ļČäĒĢśņŚ¼ ĒśĢņāüņØä Ēæ£ĒśäĒĢ£ļŗż. ņØ┤ ļĢī Ļ▓®ņ×ÉņØś ņäĖļ░ĆĒĢ£ ņĀĢļÅä, ņ”ē ĒĢ┤ņāüļÅäļź╝ ņ¢┤ļ¢╗Ļ▓ī ņäżņĀĢĒĢśļŖÉļāÉņŚÉ ļö░ļØ╝ Ļ▓®ņ×ÉĒśĢņāüņØ┤ ļ│ĖļלņØś ĒśĢņāüņØä ņ¢╝ļ¦łļ¦īĒü╝ ņĀĢĒÖĢĒ׳ ĻĄ¼ĒśäļÉśļŖöņ¦ĆĻ░Ć Ļ▓░ņĀĢ ļÉ£ļŗż. ĒĢ┤ņāüļÅäĻ░Ć ļåÆņ£╝ļ®┤ ļåÆņØäņłśļĪØ Ļ▓®ņ×ÉĻ░Ć ņäĖļ░ĆĒĢśĻ▓ī ĒśĢņä▒ĒĢśĻ▓ī ļÉśņ¢┤ ļČĆņ×¼ņØś ņŗżņĀ£ ĒśĢņāüņŚÉ Ļ░ĆĻ╣ØĻ▓ī Ļ▓®ņ×É ĒśĢņāüņØä ņāØņä▒ĒĢĀ ņłś ņ׳ņ£╝ļéś Ļ▓®ņ×ÉĻ░Ć ļ¦ÄņĢäņ¦ĆĻĖ░ ļĢīļ¼ĖņŚÉ Ļ│äņé░ņŚÉ ņåīņÜöļÉśļŖö ņŗ£Ļ░ä ļ░Å ļ╣äņÜ®ņØ┤ ņ”ØĻ░ĆĒĢśĻ▓ī ļÉ£ļŗż. ļ░śļ®┤, ĒĢ┤ņāüļÅäĻ░Ć ļé«ņØäņłśļĪØ Ļ│äņé░ņŚÉ ņåīņÜöļÉśļŖö ņŗ£Ļ░äņØĆ ņżäņ¢┤ļōżņ¦Ćļ¦ī Ļ▓®ņ×ÉĻ░Ć ņäĖļ░ĆĒĢśņ¦Ć ļ¬╗ĒĢśļ»ĆļĪ£ ļČĆņ×¼ņØś ņŗżņĀ£ ĒśĢņāüĻ│╝ Ļ▓®ņ×É ĒśĢņāü Ļ░äņŚÉ ņ░©ņØ┤Ļ░Ć ļ░£ņāØĒĢ£ļŗż.
ļæÉ ņĀæĻĘ╝ ļ░®ļ▓Ģ ļ¬©ļæÉ ņĀüĒĢ®ļÅä ĒĢ©ņłśļź╝ ņ¢┤ļ¢╗Ļ▓ī ņäżņĀĢĒĢśļŖÉļāÉņŚÉ ļö░ļØ╝ ļČĆņ×¼Ļ░Ć ļ░░ņ╣śļÉśļŖö Ļ│╝ņĀĢ, ļ░░ņ╣ś Ļ▓░Ļ│╝ ļ░Å ņåīņÜö ņŗ£Ļ░äņØ┤ ļ»╝Ļ░ÉĒĢśĻ▓ī ņśüĒ¢źņØä ļ░øļŖöļŗż. ļäżņŖżĒīģ ĒöäļĪ£ņäĖņŖżņØś ņŻ╝ņÜö ļ¬®Ēæ£ļŖö ļČĆņ×¼ļōżņØä ņøÉņ×Éņ×¼ņŚÉ ļ░░ņ╣śĒĢĀ ļĢī ņä£ļĪ£ Ļ▓╣ņ╣śņ¦Ć ņĢŖņ£╝ļ®┤ņä£ ļ░░ņ╣ś Ēøä ļé©ņØĆ ņŖżĒü¼ļ×®ņØś ļ®┤ņĀüņØä ņĄ£ņåīĒÖöĒĢśĻ│Ā, ņØ┤ ļĢī ņŖżĒü¼ļ×®ņØś ĒśĢņāüņØ┤ ņ¦üņé¼Ļ░üĒśĢĻ│╝ Ļ░ÖņØ┤ ņĄ£ļīĆĒĢ£ ņל ņĀĢņØśļÉ£ ĒśĢņāüņ£╝ļĪ£ ļ¦īļōżņ¢┤ ņČöĒøäņŚÉ ļé©ņØĆ ņśüņŚŁņØä ņ×öņ×¼ļĪ£ ĒÖ£ņÜ®ĒĢĀ ņłś ņ׳ļÅäļĪØ ĒĢśļŖö Ļ▓āņØ┤ļŗż. ļśÉĒĢ£ Steel cuttingņØä ĒĢĀ ļĢī, Ļ│ĄņĀĢ ņŗ£Ļ░äņØä ņĄ£ļīĆĒĢ£ ļŗ©ņČĢĒĢĀ ņłś ņ׳ļŖö ĒÜ©ņ£©ņĀüņØĖ N/CņĮöļō£ļź╝ ņ×æņä▒ĒĢśļŖö Ļ▓ā ļśÉĒĢ£ ņżæņÜöĒĢśļŗż. ļö░ļØ╝ņä£ ņĀüĒĢ®ļÅä ĒĢ©ņłśļŖö ņØ┤ļ¤¼ĒĢ£ ļ¬®Ēæ£ļōżņØä Ļ│ĀļĀżĒĢśņŚ¼ Ļ░Ćņן ņóŗņØĆ ĒÜ©ņ£©ņØä Ļ░¢ļŖö ļäżņŖżĒīģ Ļ▓░Ļ│╝ļź╝ ļÅäņČ£ĒĢĀ ņłś ņ׳ļÅäļĪØ ĻĄ¼ņä▒ļÉśņ¢┤ņĢ╝ ĒĢ£ļŗż.
ļ│Ė ļģ╝ļ¼ĖņŚÉņä£ļŖö Ļ▓®ņ×É Ēæ£Ēśäļ▓ĢņŚÉ ņ¦æņżæĒĢśņŚ¼ ņØ┤ņĀäĻ╣īņ¦Ć ņ¦äĒ¢ēļÉśņŚłļŹś ļģ╝ļ¼ĖņŚÉņä£ ņĀ£ņŗ£ĒĢ£ ņŚ¼ļ¤¼ Ļ░Ćņ¦Ć ņĀüĒĢ®ļÅä ĒĢ©ņłśļź╝ ņĀüņÜ®ĒĢśņŚ¼ Ļ░ü Ļ▓ĮņÜ░ņŚÉ ļö░ļØ╝ ļČĆņ×¼Ļ░Ć ņøÉņ×Éņ×¼ņŚÉ ņ¢┤ļ¢╗Ļ▓ī ļ░░ņ╣śļÉśļŖöņ¦Ć, ĻĘĖ Ļ▓░Ļ│╝ļź╝ ļ╣äĻĄÉĒĢśĻ│Ā ĒŖ╣Ē׳ ņĪ░ņäĀ ņé░ņŚģņÜ® ļČĆņ×¼ņØś ĒŖ╣ņä▒ņŚÉ ļ¦×ņČöņ¢┤ Ļ░Ćņן ĒÜ©ņ£©ņĀüņØĖ ļ░░ņ╣ś Ļ▓░Ļ│╝ļź╝ ļéśĒāĆļé┤Ļ│Ā Ļ│äņé░ ļ╣äņÜ® ņĀłĻ░ÉņŚÉ Ļ░Ćņן ņóŗņØĆ Ļ▓░Ļ│╝ļź╝ Ļ░¢ļŖö ņĀüĒĢ®ļÅä ĒĢ©ņłśļź╝ ņĀ£ņĢłĒĢśĻ│Āņ×É ĒĢ£ļŗż.
2. Ļ▓®ņ×É ĒśĢņāüĒÖö
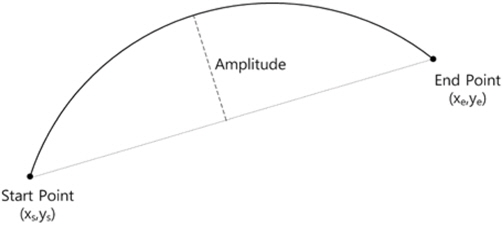
ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö Ļ▓®ņ×É Ēæ£Ēśäļ▓ĢņØä ņØ┤ņÜ®ĒĢśņŚ¼ ļäżņŖżĒīģ ņĢīĻ│Āļ”¼ņ”śņØä ĻĄ¼ĒśäĒĢśņśĆļŖöļŹ░, ņĪ░ņäĀņÜ® ņāüņŚģ CAD ņŗ£ņŖżĒģ£ņØĖ Tribon M3(generic file)ļź╝ ĒåĄĒĢ┤ ņ¢╗ņ¢┤ņ¦ä ĒśĢņāü ņĀĢļ│┤ļĪ£ļČĆĒä░ Ļ▓®ņ×É ĒśĢņāüņØä ņāØņä▒ĒĢśņśĆļŗż. ņØ┤ ļĢī ņŻ╝ņ¢┤ņ¦ĆļŖö ĻĖ░ļ│Ė ņäĀļČä ĒśĢņāü ņĀĢļ│┤ļŖö ĒśĢņāüņØś Ļ╝Łņ¦ōņĀÉņØś x,yņóīĒæ£Ļ░Ć ņ׳ņ£╝ļ®░, ĒśĢņāüņØä ņØ┤ļŻ©ļŖö ņäĀļČäņØ┤ ĒśĖ(Arc)ņØĖ Ļ▓ĮņÜ░ Amplitude ļśÉĒĢ£ ņŻ╝ņ¢┤ņ¦äļŗż(Fig. 2).
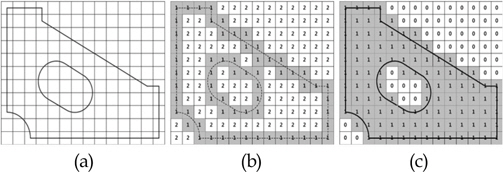
Ļ▓®ņ×É Ēæ£Ēśäļ▓ĢņØä ņØ┤ņÜ®ĒĢśņŚ¼ ļČĆņ×¼ ĒśĢņāüņØä Ēæ£ĒśäĒĢśļŖö Ļ│╝ņĀĢņØä Fig. 3ņŚÉ ļéśĒāĆļé┤ņŚłļŗż. ĒśĢņāüņØä Ēæ£ĒśäĒĢśļŖö ņ▓½ ļ▓łņ¦Ė ļŗ©Ļ│äņŚÉņä£ļŖö Fig. 3ņØś (a)ņÖĆ Ļ░ÖņØ┤ ļČĆņ×¼ņÖĆ ļÅÖņØ╝ĒĢ£ ĒÅŁĻ│╝ ĻĖĖņØ┤ļź╝ Ļ░¢ļŖö ņé¼Ļ░üĒśĢņØä Ļ▓®ņ×É ĒśĢņāüņ£╝ļĪ£ ņāØņä▒ĒĢ£ļŗż. ņØ┤ ļĢī Ļ▓®ņ×ÉņØś ņ┤łĻĖ░ ļŹ░ņØ┤Ēä░ļŖö '2'ļĪ£ ņäżņĀĢņØ┤ ļÉ£ļŗż. ļæÉ ļ▓łņ¦Ė ļŗ©Ļ│äņŚÉņä£ļŖö ĒśĢņä▒ļÉ£ Ļ▓®ņ×É ĒśĢņāüņŚÉņä£ Fig. 3ņØś (b)ņÖĆ Ļ░ÖņØ┤ ļČĆņ×¼ņØś ņÖĖĻ│ĮņäĀĻ│╝ ĒÖĆņØś ņÖĖĻ│ĮņäĀņŚÉ ĒĢ┤ļŗ╣ĒĢśļŖö Ļ▓®ņ×Éļź╝ ņ░ŠĻ│Ā, ĻĘĖ Ļ▓®ņ×ÉņØś ļŹ░ņØ┤Ēä░ļź╝ '1'ļĪ£ ņäżņĀĢĒĢ£ļŗż. ņÖĖĻ│ĮņäĀņØś ņä▒ļČäņØ┤ ņ¦üņäĀņØĖ Ļ▓ĮņÜ░ņŚÉļŖö Bresenham algorithm (Bresenham, 1965)ņØä ņé¼ņÜ®ĒĢśņŚ¼ Ļ▓®ņ×ÉņØś ņóīĒæ£ļź╝ Ļ│äņé░ĒĢśĻ│Ā, ĒśĖņØś Ļ▓ĮņÜ░ļŖö CIRCLE_ARC_GRID algorithm (Burkardt, 2011)ņØä ĒåĄĒĢ┤ ņóīĒæ£ļź╝ ĻĄ¼ĒĢ£ļŗż. ņØ┤ ļĢī, Ļ▓®ņ×ÉņØś ļŹ░ņØ┤Ēä░ņÖĆ ļŹöļČłņ¢┤ Ļ░ü Ļ▓®ņ×Éļ¦łļŗż Ļ▓®ņ×ÉņØś ņĀĢļ│┤ļź╝ ļéśĒāĆļé┤ļŖö ļ¬©ļō£(Mode)ļź╝ ņäżņĀĢĒĢśņŚ¼ ņÖĖĻ│ĮņäĀ ņżæņŚÉņä£ļÅä ļČĆņ×¼ņØś ņÖĖĻ│ĮņäĀĻ│╝ ĒÖĆņØś ņÖĖĻ│ĮņäĀņ£╝ļĪ£ ĻĄ¼ļČäĒĢśņśĆļŗż. ņØ┤ļŖö ļŗżņØī ļŗ©Ļ│äņŚÉņä£ ļéśļ©Ėņ¦Ć Ļ▓®ņ×ÉņŚÉ ļīĆĒĢśņŚ¼ ļČĆņ×¼ņØś ņÖĖļČĆ ļ░Å ļé┤ļČĆ ĒīÉļŗ©ņØä ņēĮĻ▓ī ĒĢśļŖö ņŚŁĒĢĀņØä ĒĢ£ļŗż. ļ¦łņ¦Ćļ¦ēņ£╝ļĪ£ ņØ┤ņĀä ļŗ©Ļ│äņŚÉņä£ ĒśĢņä▒ļÉ£ ņÖĖĻ│ĮņäĀ Ļ▓®ņ×Éļź╝ ņØ┤ņÜ®ĒĢśņŚ¼ ļéśļ©Ėņ¦Ć Ļ▓®ņ×ÉļōżņØ┤ Ļ░üĻ░ü ļČĆņ×¼ņØś ļé┤ļČĆņÖĆ ņÖĖļČĆ ņżæ ņ¢┤ļööņŚÉ ņåŹĒĢśļŖöņ¦Ćļź╝ ĻĄ¼ļČäĒĢśņŚ¼ ļČĆņ×¼ņØś ļé┤ļČĆņŚÉ ĒĢ┤ļŗ╣ĒĢśļŖö Ļ▓®ņ×ÉņØś ļŹ░ņØ┤Ēä░ļź╝ '1'ļĪ£ ņäżņĀĢĒĢśĻ│Ā ļČĆņ×¼ņØś ņÖĖļČĆ ļśÉļŖö ĒÖĆņØś ļé┤ļČĆņŚÉ ĒĢ┤ļŗ╣ĒĢśļŖö Ļ▓®ņ×Éļź╝ '0'ņ£╝ļĪ£ ņäżņĀĢĒĢ£ļŗż. ņØ┤ļ¤¼ĒĢ£ Ļ│╝ņĀĢņØä Ļ▒░ņ│É Fig. 3ņØś (c)ņ▓śļ¤╝ ļČĆņ×¼Ļ░Ć Ļ▓®ņ×É ĒśĢņāüĒÖöļÉśņ¢┤ņ¦äļŗż. Ļ░Ģņ×¼ ņŚŁņŗ£ Ļ░Ģņ×¼ņÖĆ ļÅÖņØ╝ĒĢ£ ĒÅŁĻ│╝ ĻĖĖņØ┤ļź╝ Ļ░¢ļŖö ņé¼Ļ░üĒśĢņ£╝ļĪ£ Ļ▓®ņ×É ĒśĢņāüĒÖö ļÉśĻ│Ā Ļ▓®ņ×É ļŹ░ņØ┤Ēä░ļŖö ņ┤łĻĖ░ ļŹ░ņØ┤Ēä░ņØĖ '2'ļĪ£ ņäżņĀĢļÉ£ļŗż. ņØ┤ļĀćĻ▓ī ĒśĢņä▒ļÉ£ Ļ░Ģņ×¼ņØś Ļ▓®ņ×É ĒśĢņāüņŚÉ ļČĆņ×¼ņØś Ļ▓®ņ×É ĒśĢņāüņØä ļ░░ņ╣śĒĢ£ļŗż.
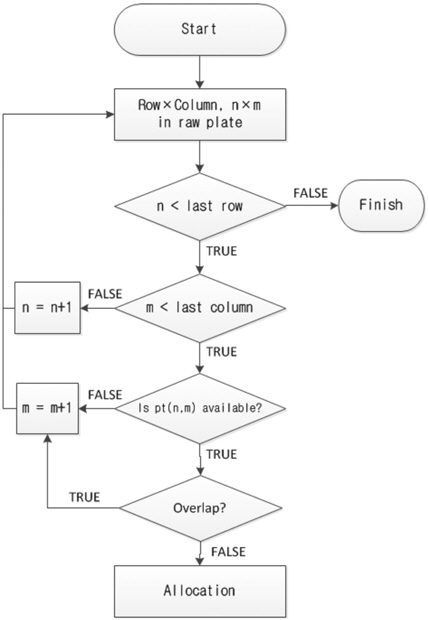
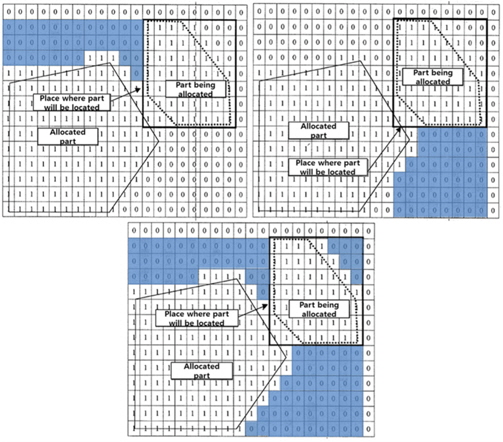
ļČĆņ×¼ļź╝ ļ░░ņ╣śĒĢśļŖö ņł£ņä£ļŖö ļŗżņ¢æĒĢ£ ļ░®ļ▓ĢņØ┤ ņ׳ļŖöļŹ░, ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö ļäżņŖżĒīģ ņĀäļ¼ĖĻ░ĆļōżņØ┤ ĒØöĒ׳ ņé¼ņÜ®ĒĢśļŖö ļ░®ļ▓ĢņØĖ ļČĆņ×¼ ļäōņØ┤ņŚÉ ļö░ļźĖ ļé┤ļ”╝ņ░©ņł£ņ£╝ļĪ£ ņ¦äĒ¢ēĒĢśņŚ¼ ļ®┤ņĀüņØ┤ ļäōņØĆ ļČĆņ×¼ļČĆĒä░ Ļ░Ģņ×¼ņŚÉ ļ░░ņ╣śļź╝ ĒĢ£ļŗż. ļČĆņ×¼ ļ░░ņ╣ś Ļ│╝ņĀĢņØä ņł£ņä£ļÅäļĪ£ Fig. 4ņŚÉ ļéśĒāĆļé┤ņŚłļŗż. ļČĆņ×¼ ļ░░ņ╣śļź╝ ņ£äĒĢ£ ņ£äņ╣ś ĒāÉņāēņØĆ Ļ░Ģņ×¼ņØś ņ▓½ Ē¢ē, ņ▓½ ņŚ┤ļČĆĒä░ ņØ┤ļŻ©ņ¢┤ņ¦Ćļ®░ ņóīņŚÉņä£ ņÜ░ ļ░®Ē¢źņ£╝ļĪ£ ņĪ░ņé¼ļź╝ ļ©╝ņĀĆ ņŗżņŗ£ĒĢśņŚ¼ ļČĆņ×¼Ļ░Ć ļåōņØ╝ ņłś ņ׳ļŖö ņĄ£ņåī xņóīĒæ£ļź╝ Ļ░¢ļŖö Ļ▓®ņ×ÉņŚÉ ļ░░ņ╣śļź╝ ņŗ£ļÅäĒĢśĻ│Ā ņĀüĒĢ®ļÅä ĒĢ©ņłśļź╝ Ļ│äņé░ĒĢ£ļŗż. ĒĢ£Ē¢ēņŚÉ ļīĆĒĢ£ ĒāÉņāēņØ┤ ļüØļéśļ®┤ ļŗżņØī Ē¢ēņ£╝ļĪ£ ļäśņ¢┤Ļ░Ć ļŗżņŗ£ ņŚ┤ ļ░®Ē¢źņ£╝ļĪ£ ļ░░ņ╣ś ņ£äņ╣ś ĒāÉņāēņØä ņŗżņŗ£ĒĢ£ļŗż. ņØ┤ņÖĆ Ļ░ÖņØ┤ ņ▓½ Ē¢ēļČĆĒä░ ļ¦łņ¦Ćļ¦ē Ē¢ēĻ╣īņ¦Ć ĒāÉņāēņØä ļ¦łņ╣śļ®┤ ĻĘĖ ņżæņŚÉ Ļ░Ćņן ņ×æņØĆ ņĀüĒĢ®ļÅä ĒĢ©ņłśņØś Ļ▓░Ļ│╝ļź╝ Ļ░¢ļŖö ņ£äņ╣śņŚÉ ļČĆņ×¼Ļ░Ć ņĄ£ņóģņĀüņ£╝ļĪ£ ļ░░ņ╣śļÉ£ļŗż. ļČĆņ×¼Ļ░Ć ļ░░ņ╣śļź╝ ņŗ£ļÅäĒĢĀ ļĢī, ļČĆņ×¼ņØś Ļ▓®ņ×É ļŹ░ņØ┤Ēä░ņÖĆ Ļ░Ģņ×¼ņØś Ļ▓®ņ×É ļŹ░ņØ┤Ēä░ļź╝ ĒĢ®ĒĢśņŚ¼ ļ░░ņ╣śĻ░Ć Ļ░ĆļŖźĒĢ£ņ¦Ć ĒÖĢņØĖĒĢśļŖöļŹ░ ļČĆņ×¼ņØś ļé┤ļČĆņÖĆ Ļ▓ĮĻ│äņäĀņŚÉ ĒĢ┤ļŗ╣ĒĢśļŖö Ļ▓®ņ×ÉĻ░Ć ņ£äņ╣śĒĢ£ Ļ░Ģņ×¼ņØś Ļ▓®ņ×ÉļŖö '3'ņØ┤ ļÉśĻ│Ā, ļČĆņ×¼ņØś ņÖĖļČĆņŚÉ ĒĢ┤ļŗ╣ĒĢśļŖö Ļ▓®ņ×ÉĻ░Ć ņ£äņ╣śĒĢ£ Ļ░Ģņ×¼ņØś Ļ▓®ņ×ÉļŖö ņ┤łĻĖ░ ļŹ░ņØ┤Ēä░ '2'ļź╝ ņ£Āņ¦ĆĒĢ£ļŗż. ņØ┤ Ļ│╝ņĀĢņŚÉņä£ Ļ░Ģņ×¼ņØś Ļ▓®ņ×É ļŹ░ņØ┤Ēä░Ļ░Ć '4'Ļ░Ć ļÉśļ®┤ ņØ┤ņĀä Ļ│╝ņĀĢņŚÉņä£ ļČĆņ×¼Ļ░Ć ļ░░ņ╣śļÉśņ¢┤ Ļ▓®ņ×É ļŹ░ņØ┤Ēä░Ļ░Ć '3'ņ£╝ļĪ£ ņäżņĀĢļÉśņ¢┤ ņ׳ļŖö Ļ▓®ņ×ÉņŚÉ ļŗżņŗ£ ļ░░ņ╣śļź╝ ĒĢśļĀżļŖö Ļ▓āņØ┤ĻĖ░ ļĢīļ¼ĖņŚÉ Ļ▓╣ņ╣©ņØ┤ ļ░£ņāØĒĢ£ Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ĒĢśņŚ¼ Ēśäņ×¼ ļ░░ņ╣ś ņ£äņ╣śņŚÉ ļīĆĒĢ£ ĒāÉņāēņØä ņóģļŻīĒĢśĻ│Ā ļ░░ņ╣śĻ░Ć Ļ░ĆļŖźĒĢ£ ļŗżņØī ņ£äņ╣śļź╝ ĒāÉņāēĒĢ£ļŗż. ņØ┤ļ¤¼ĒĢ£ Ļ│╝ņĀĢņØä ļČĆņ×¼ļź╝ ĒÜīņĀäņŗ£Ēé¼ ļĢīļ¦łļŗż ļ░śļ│ĄĒĢśņŚ¼ Ļ░ü ĒÜīņĀä Ļ░üļÅäņŚÉ ļīĆĒĢ£ ļ░░ņ╣ś ņ£äņ╣śļź╝ ņ░ŠĻ│Ā ņĀüĒĢ®ļÅä ĒĢ©ņłśļź╝ Ļ│äņé░ĒĢśņŚ¼ ĒÜīņĀäņØ┤ ņóģļŻīļÉśļ®┤ ĒÜīņĀä Ļ░üļÅäļ¦łļŗżņØś ņĀüĒĢ®ļÅä ĒĢ©ņłś Ļ▓░Ļ│╝ļź╝ ļ╣äĻĄÉĒĢśņŚ¼ Ļ░Ćņן ņóŗņØĆ ĒÜ©ņ£©ņØä ļ│┤ņØ┤ļŖö ĒÜīņĀä Ļ░üļÅäļĪ£ ļČĆņ×¼ļź╝ ĒÜīņĀäņŗ£ĒéżĻ│Ā, ĻĘĖ Ļ░üļÅäņŚÉ ļīĆĒĢ£ ņĄ£ņĀüņØś ņ£äņ╣śņŚÉ ļČĆņ×¼ļź╝ ņĄ£ņóģ ļ░░ņ╣śņŗ£ĒéżĻ│Ā ļŗżņØī ļČĆņ×¼ņŚÉ ļīĆĒĢ£ ļ░░ņ╣ś ņ£äņ╣ś ĒāÉņāēņØä ņŗ£ņ×æĒĢ£ļŗż. ņØ┤ņÖĆ Ļ░ÖņØ┤ ļ¬©ļōĀ ļČĆņ×¼ļź╝ ļ░░ņ╣śĒĢśļ®┤ ļäżņŖżĒīģņØ┤ ņóģļŻīļÉ£ļŗż.
ĒĢ£ĒÄĖ ļČĆņ×¼ņØś ĒÜīņĀäņØĆ ļŗżņØīĻ│╝ Ļ░ÖņØ┤ ļæÉ Ļ░Ćņ¦Ć ļ░®ļ▓Ģņ£╝ļĪ£ ņŗżņŗ£ĒĢĀ ņłś ņ׳ļŖöļŹ░, ļČĆņ×¼ņØś ļ│Ė ĒśĢņāü ņ×Éņ▓┤ļź╝ ĒÜīņĀäņŗ£ņ╝£ ļ¦ż Ļ░üļÅäļ¦łļŗż ņāłļĪ£ņÜ┤ Ļ▓®ņ×ÉĒśĢņāüņØä ņāØņä▒ĒĢśļŖö ļ░®ļ▓Ģ(Kang, 1998)Ļ│╝ ĒÜīņĀäņØä ĒĢśņ¦Ć ņĢŖņØĆ ļČĆņ×¼ļź╝ Ļ▓®ņ×É ĒśĢņāüĒÖöĒĢśņŚ¼ ĻĄ¼ĒĢ£ Ļ▓®ņ×ÉļōżņØä ĒÜīņĀäņŗ£ĒéżļŖö ļ░®ļ▓Ģ(Bang, 1990)ņØ┤ ņ׳ļŗż. ļ│Ė ļģ╝ļ¼ĖņŚÉņä£ļŖö Fig. 5ņŚÉņä£ņÖĆ Ļ░ÖņØ┤ ļČĆņ×¼ņØś ļ│Ė ĒśĢņāüņØä ĒÜīņĀäņŗ£ņ╝£ ĒÜīņĀä ņŗ£ļ¦łļŗż Ļ▓®ņ×É ĒśĢņāüņØä ņāłļĪ£ ņāØņä▒ĒĢśņśĆņ£╝ļ®░, ļČĆņ×¼ņØś ņÖĖņĀæņé¼Ļ░üĒśĢņØś ņżæņŗ¼ņØä ĻĖ░ņżĆņ£╝ļĪ£ ĒÜīņĀäĒĢśņśĆļŗż.

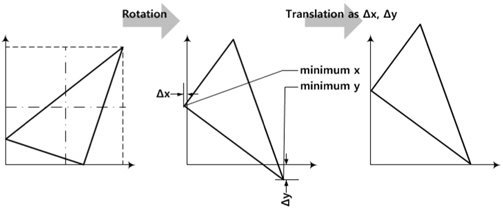
ĒÜīņĀäļÉ£ ļČĆņ×¼ņŚÉ ļīĆĒĢ┤ Ļ▓®ņ×É ĒśĢņāüņØä ņāØņä▒ĒĢśļ®┤ ņØī(-)ņØś ņóīĒæ£ Ļ░ÆņØ┤ ļ░£ņāØĒĢśĻ▒░ļéś ĒÜīņĀä ĒĢ£ ĒøäņØś Ļ▓®ņ×É ņóīĒæ£ļōż ņżæ ņĄ£ņåī xņÖĆ ņĄ£ņåī yĻ░Ć Ļ░üĻ░ü 0ņØ┤ ņĢäļŗī Ļ▓ĮņÜ░Ļ░Ć ņāØĻĖ░ļŖöļŹ░, ņØ┤ ļĢī ļ░£ņāØĒĢśļŖö ņŚÉļ¤¼ļź╝ ļ░®ņ¦ĆĒĢśĻ│Ā ļ®öļ¬©ļ”¼ņØś ļéŁļ╣äļź╝ ņĄ£ņåīĒÖöĒĢśĻĖ░ ņ£äĒĢ┤ ņĄ£ņåī xņÖĆ ņĄ£ņåī yĻ░Ć ļ¬©ļæÉ 0ņØ┤ ļÉśļÅäļĪØ ĒĢśļŖö ļ│┤ņĀĢ Ļ░ÆņØä ņĀüņÜ®ĒĢ£ļŗż(Fig. 6).
3. ņĀüĒĢ®ļÅä ĒĢ©ņłś
3.1 Ļ┤ĆļĀ© ņŚ░ĻĄ¼
Bang(1990)ņØ┤ ņĀ£ņĢłĒĢ£ ļ¬®ņĀüĒĢ©ņłśļŖö Fig. 7ņØś ņäĖ Ļ░Ćņ¦Ć ĒĢŁņØä ņØ┤ņÜ®ĒĢśņŚ¼ ļ░░ņ╣ś ĒāÉņāēņØä ĒĢśļŖöļŹ░, Rectangular AreaļŖö Shape 1Ļ│╝ 2ļź╝ ĒżĒĢ©ĒĢśļŖö ņÖĖņĀæņé¼Ļ░üĒśĢņØś ļ®┤ņĀüņØ┤ļ®░, X - Enclosure AreaļŖö Shape 1Ļ│╝ 2ļź╝ ĒżĒĢ©ĒĢśļŖö yļ░®Ē¢ź Ļ▓ĮĻ│äņØś ĒĢ®, Y - Enclosure AreaļŖö x ļ░®Ē¢ź Ļ▓ĮĻ│äņØś ĒĢ®ņØä ļ¦ÉĒĢ£ļŗż. ņØ┤ ņäĖ Ļ░Ćņ¦ĆņØś ļ®┤ņĀüņØ┤ ņżæņÜöĒĢ£ ĒīīļØ╝ļ»ĖĒä░Ļ░Ć ļÉśņ¢┤ ļŗżņØī ņŗØ (2)ņŚÉņä£ (6)Ļ╣īņ¦ĆņÖĆ Ļ░ÖņØ┤ ņĀüĒĢ®ļÅä ĒĢ©ņłśņØś ļŗżņä» Ļ░£ņØś ĒĢŁņØä ĻĄ¼ņä▒ĒĢ£ļŗż.







ņŚ¼ĻĖ░ņä£ AļŖö ņØ┤ļ»Ė ļ░░ņ╣śļÉśņ¢┤ Ļ│ĀņĀĢļÉśņ¢┤ ņ׳ļŖö ļČĆņ×¼ņØś ļ®┤ņĀüņØ┤ļ®░, AŌĆ▓ņØĆ ļ░░ņ╣śĻ░Ć ņ¦äĒ¢ē ņżæņØĖ ļČĆņ×¼ņØś ļ®┤ņĀüņØ┤ļŗż.
ĒĢ£ĒÄĖ KangņØś ĒĢÖņ£ä ļģ╝ļ¼ĖņŚÉņä£ļŖö Ļ▓®ņ×É Ēæ£Ēśäļ▓Ģņ£╝ļĪ£ ļäżņŖżĒīģ ņĢīĻ│Ā ļ”¼ņ”śņØä ĻĄ¼ĒśäĒĢśļŖöļŹ░ ņ׳ņ¢┤ņä£ ņĀ£ņĢłļÉ£ ņĀüĒĢ®ļÅä ĒĢ©ņłśļĪ£ņä£ x, y ļ░Å xy ļ░®Ē¢źņ£╝ļĪ£ ņŖżĒü¼ļ×®(Scrap)ņŚÉ ĒĢ┤ļŗ╣ĒĢśļŖö Ļ▓®ņ×ÉņØś ņłśļź╝ ņäĖņ¢┤ Ļ│äņé░ĒĢ£ļŗż(Kang, 1998).

fxļŖö Ēøäļ│┤ļČĆņ×¼Ļ░Ć ņĄ£ļīĆĒĢ£ ņøÉĒīÉņØś ņóīņĖĪņŚÉ ļ░░ņ╣śļÉśļÅäļĪØ ĻĖ░ņŚ¼ĒĢśļŖö ĒĢŁņØ┤ļ®░, Ēøäļ│┤ļČĆņ×¼Ļ░Ć ļ░░ņ╣śļÉ£ Ē¢ēņŚÉņä£ xļ░®Ē¢źņØś ņŖżĒü¼ļ×® ļ®┤ņĀüņØä ņØśļ»ĖĒĢ£ļŗż. fyļŖö Ēøäļ│┤ļČĆņ×¼Ļ░Ć ņøÉĒīÉņØś ņĢäļלņ¬ĮņŚÉ ļ░░ņ╣śļÉśļÅäļĪØ ĒĢśļŖö ĒĢŁņØ┤ļ®░, Ēøäļ│┤ļČĆņ×¼Ļ░Ć ļ░░ņ╣śļÉ£ ņŚ┤ņŚÉņä£ yļ░®Ē¢źņØś ņŖżĒü¼ļ×® ļ®┤ņĀüņØä ņØśļ»ĖĒĢ£ļŗż. fxyļŖö ļČĆņ×¼ļōżņØ┤ ļ░░ņ╣śļÉśņ¢┤ Ļ░ĆļŖö ĒśĢĒā£Ļ░Ć ņ¦üņé¼Ļ░üĒśĢņØä ņØ┤ļŻ©ļÅäļĪØ ĒĢśļ®░ Ēøäļ│┤ļČĆņ×¼Ļ░Ć ļ░░ņ╣śļÉ£ ņśüņŚŁ ņĢłņØś ņŖżĒü¼ļ×® ļ®┤ņĀüņØä ņØśļ»ĖĒĢ£ļŗż. Fig. 8ņØĆ ļČĆņ×¼ņØś ļ░░ņ╣śņŚÉ ļö░ļØ╝ Ļ░ü ĒĢŁņØ┤ Ļ│ĀļĀżĒĢśļŖö ņśüņŚŁ(Ēīīļ×Ć ņśüņŚŁ)ņØ┤ ļéśĒāĆļé┤ņ¢┤ņĀĖ ņ׳ļŗż. fxļŖö ļ░░ņ╣śļÉ£ ļČĆņ×¼Ļ░Ć ņ░©ņ¦ĆĒĢśļŖö Ē¢ēņŚÉņä£ ņāØĻĖ░ļŖö ņŖżĒü¼ļ×®ņŚÉ ĒĢ┤ļŗ╣ĒĢśļŖö Ļ▓®ņ×Éļź╝, fyļŖö ļ░░ņ╣śļÉ£ ļČĆņ×¼Ļ░Ć ņ░©ņ¦ĆĒĢśļŖö ņŚ┤ņŚÉņä£ ņāØĻĖ░ļŖö ņŖżĒü¼ļ×®ņŚÉ ĒĢ┤ļŗ╣ĒĢśļŖö Ļ▓®ņ×Éļź╝, fxyļŖö ņøÉņĀÉņŚÉņä£ ļ░░ņ╣śļÉ£ ļČĆņ×¼ļź╝ ĒżĒĢ©ĒĢśļŖö ņé¼Ļ░üĒśĢ ļé┤ņØś ņŖżĒü¼ļ×®ņŚÉ ĒĢ┤ļŗ╣ĒĢśļŖö Ļ▓®ņ×Éļź╝ Ļ░üĻ░ü ņäĖņ¢┤ ņłśņ╣śļĪ£ ļéśĒāĆļéĖļŗż.
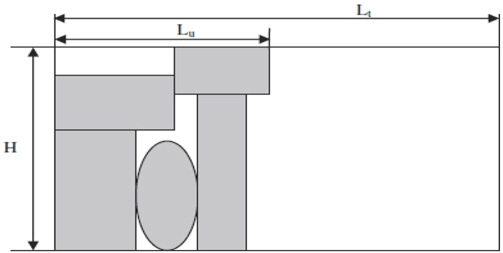
ĒĢ£ĒÄĖ Weng and Kuo(2011)ņŚÉ ņØśĒĢ┤ ņĀ£ņĢłļÉ£ ļäżņŖżĒīģ ņŗ£ņŖżĒģ£ņŚÉņä£ļŖö Usage LengthņÖĆ Usage DensityņØś Ļ░£ļģÉņØä ļÅäņ×ģĒĢśņŚ¼ ļČĆņ×¼ļź╝ ļ░░ņ╣śĒĢĀ ņĄ£ņĀüņØś ņ£äņ╣śļź╝ ņ░ŠļŖöļŗż. ņØ┤ ļĢī Usage LengthļŖö Ļ░Ģņ×¼ņØś ļäłļ╣ä(Lt )ņÖĆ Ēśäņ×¼ ļ░░ņ╣ś ņżæņØĖ ļČĆņ×¼ļź╝ ĒżĒĢ©ĒĢśļŖö ņśüņŚŁņØś ļäłļ╣ä(Lu)ņØś ļ╣äļĪ£ ņĀĢņØśļÉ£ļŗż. Usage DensityļŖö Ēśäņ×¼ ļ░░ņ╣ś ņżæņØĖ ļČĆņ×¼ļź╝ ĒżĒĢ©ĒĢśļŖö ņśüņŚŁņØś ļäłļ╣ä(Lu)ņÖĆ Ļ░Ģņ×¼ņØś ĒÅŁ(H)ņØä Ļ░¢ļŖö ņÖĖņĀæņé¼Ļ░üĒśĢ ļé┤ņŚÉ ņŗżņĀ£ ļČĆņ×¼Ļ░Ć ļ░░ņ╣śļÉ£ ņśüņŚŁņØś ļ╣äļĪ£ ņĀĢņØś ļÉ£ļŗż. Ļ░üĻ░üņØś ĒīīļØ╝ļ»ĖĒä░ļōżņØĆ Fig. 9ņŚÉ ļéśĒāĆļéś ņ׳ļŗż.


3.2 ņĀüĒĢ®ļÅä ĒĢ©ņłś
ļ│Ė ļģ╝ļ¼ĖņŚÉņä£ļŖö ņØ┤ļ»Ė ņĀ£ņĢłļÉ£ ņĀüĒĢ®ļÅä ĒĢ©ņłśļōżņØś ĒĢŁļōżņØä ņĘ©ņé¼ņäĀĒāØĒĢśņŚ¼ ņāłļĪ£ņÜ┤ ņĪ░ĒĢ®ņØä ļ¦īļōżĻ│Ā, ļŗżļ¬®ņĀü ņĄ£ņĀüĒÖöņØś ņØ╝ņóģņØĖ Ļ░Ćņżæņ╣śļ▓Ģ(Weighting factor method)ņØä ņé¼ņÜ®ĒĢśņŚ¼ Ļ░ü ĒĢŁņØś ļ╣äņżæņØä ļŗ¼ļ”¼ ĒĢ©ņ£╝ļĪ£ņŹ© ņĪ░ņäĀņÜ® ļČĆņ×¼ņØś ļ░░ņ╣śņŚÉ ņ¢┤ļ¢ż Ļ▓░Ļ│╝Ļ░Ć ļéśĒāĆļéśļŖöņ¦Ćļź╝ ņé┤ĒÄ┤ļ│Ėļŗż.
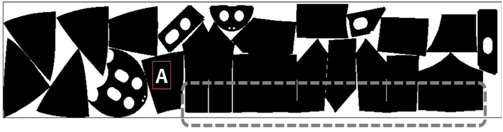
ĻĖ░ņĪ┤ņØś ļ¬®ņĀüĒĢ©ņłśļōżņØä ņØ┤ņÜ®ĒĢśņŚ¼ ņĪ░ņäĀņÜ® ļČĆņ×¼ņŚÉ ņĀüņÜ®ĒĢśņŚ¼ ļ│Ė Ļ▓░Ļ│╝, Kang(1998)ņØ┤ ņĀ£ņĢłĒĢ£ ĒĢ©ņłśļŖö ņŖżĒü¼ļ×®ļźĀņØä ņżäņØ┤ļŖöļŹ░ ĻĖ░ņŚ¼ļź╝ ĒĢśļ®░, Weng and Kuo(2011)Ļ░Ć ņĀ£ņĢłĒĢ£ ĒĢ©ņłśļŖö ņ×öņ×¼ļź╝ ĒÜ©ņ£©ņĀüņ£╝ļĪ£ ļé©ĻĖ░ļŖöļŹ░ ĻĖ░ņŚ¼ļź╝ ĒĢ£ļŗż. ņØ┤ņŚÉ ļö░ļØ╝ ņŚ¼ĻĖ░ņä£ Ļ│ĀļĀżĒĢ£ ĒĢŁļ¬®ņ£╝ļĪ£ļŖö Kang(1998)ņŚÉ ņØśĒĢ┤ ņĀ£ņĢłļÉ£ ņŗØ (7)ņØś fx, fy, fxyņÖĆ Weng and Kuo(2011)ņŚÉ ņØśĒĢ┤ ņĀ£ņĢłļÉ£ Usage Length(ņŗØ (8)), Usang Density(ņŗØ (9)) ļō▒ņŚÉ ņŻ╝ļ¬®ĒĢśņśĆļŗż. fxņØś Ļ▓ĮņÜ░, ĒīÉņØś ņ▓½ ņŚ┤ļČĆĒä░ņØś xņČĢ ļ░®Ē¢źņ£╝ļĪ£ ņŖżĒü¼ļ×®ņØä Ļ│ĀļĀżĒĢśĻ▓ī ļÉśļ®┤ Fig. 10ņŚÉņä£ņ▓śļ¤╝ ļČĆņ×¼ AņØś ļ░░ņ╣ś Ļ▓░Ļ│╝ņŚÉ ņśüĒ¢źņØä ļ░øņĢä ļŗżņØī ļ░░ņ╣śļÉśļŖö ļČĆņ×¼ļōżņØ┤ ļ░░ņ╣ś ņ£äņ╣śļź╝ ņäĀņĀĢĒĢĀ ļĢī xļ░®Ē¢źņØś ņŖżĒü¼ļ×®ņØ┤ ļŹ£ ļ░£ņāØĒĢśļŖö ņ£äņ╣śļź╝ ņäĀĒāØĒĢśĻĖ░ ņ£äĒĢ┤ ņé¼Ļ░üĒśĢ ņśüņŚŁ ņĢłņŚÉ ļ│┤ņØ┤ļŖö ļ░öņÖĆ Ļ░ÖņØ┤ Ļ░Ģņ×¼ņØś ĒĢśļŗ©ņŚÉņä£ ņĢĮĻ░ä ļ¢©ņ¢┤ņ¦ä Ļ││ņŚÉ ļ░░ņ╣śļÉĀ Ļ░ĆļŖźņä▒ņØ┤ ņ׳ļŗż. ņØ┤ļ¤¼ĒĢ£ ņśüĒ¢źņØä ņżäņØ┤Ļ│Āņ×É ļ│Ė ņĀüĒĢ®ļÅä ĒĢ©ņłśņŚÉņä£ļŖö fxļź╝ Fig. 11ņØś (b)ņÖĆ Ļ░ÖņØ┤ Ēśäņ×¼ ļ░░ņ╣ś ņżæņØĖ Ēøäļ│┤ļČĆņ×¼ņØś ņÖĖņĀæ ņé¼Ļ░üĒśĢ ļé┤ņŚÉņä£ņØś xņČĢ ļ░®Ē¢ź ņŖżĒü¼ļ×®ļ¦īņØä Ļ│ĀļĀżĒĢśļÅäļĪØ ļ│ĆĻ▓ĮĒĢśņśĆļŗż. Fig. 11ņØś (a)ņŚÉņä£ ļ╣ŚĻĖł ņ╣£ ļČĆļČäņØś ņŖżĒü¼ļ×® ļ®┤ņĀüņØ┤ ņŗØ (7)ņØś fxļź╝ ņØ┤ņÜ®ĒĢśņśĆņØä ļĢīņØś ņŖżĒü¼ļ×® ļ®┤ņĀüņØ┤Ļ│Ā, (b)ņØś ļ╣ŚĻĖł ņ╣£ ļČĆļČäņØ┤ ļ│Ė ļģ╝ļ¼ĖņŚÉņä£ ņé¼ņÜ®ĒĢ£ fxļź╝ ņØ┤ņÜ®ĒĢśņŚ¼ ļČĆņ×¼ņØś ņÖĖņĀæ ņé¼Ļ░üĒśĢ ļé┤ņØś ņŖżĒü¼ļ×®ņØä ļéśĒāĆļéĖ ļ¬©ņŖĄņØ┤ļŗż.
Usage DensityņØś Ļ▓ĮņÜ░, ņĪ░ņé¼ņśüņŚŁņØĆ ĻĘĖļīĆļĪ£ ņ£Āņ¦ĆĒĢśļÉś ņĪ░ņé¼ņśüņŚŁ ļé┤ņŚÉ ļČĆņ×¼Ļ░Ć ņ£äņ╣śĒĢ£ ļ®┤ņĀüņØä Ļ│äņé░ĒĢśļŖö ļ│ĖļלņØś Usage DensityĻ░Ć ņĢäļŗłļØ╝ ņŖżĒü¼ļ×® ļ®┤ņĀüņØä ņĪ░ņé¼ĒĢśļÅäļĪØ ņłśņĀĢĒĢśņśĆļŗż. Usage LengthņÖĆ Usage DensityĻ░Ć 0Ļ│╝ 1ņé¼ņØ┤ņØś Ļ░ÆņØä Ļ░Ćņ¦ĆļŖö ļ░śļ®┤, ĻĖ░ņĪ┤ņØś fx, fy, fxyņØś Ļ▓ĮņÜ░ ņĪ░ņé¼ ļ®┤ņĀü ļé┤ņØś Ļ▓®ņ×ÉņØś ņłśļź╝ ņäĖĻĖ░ ļĢīļ¼ĖņŚÉUsage LengthņÖĆ Usage DensityņŚÉ ļ╣äĒĢ┤ ļ¦żņÜ░ Ēü░ Ļ░ÆņØä Ļ░¢Ļ▓ī ļÉ£ļŗż. ļö░ļØ╝ņä£ ļŗżņä» ĒĢŁņØä ļÅÖņØ╝ĒĢ£ ņ░©ņøÉņŚÉņä£ ļ╣äĻĄÉĒĢśĻĖ░ ņ£äĒĢśņŚ¼ Ļ░üĻ░ü ņĪ░ņé¼ĒĢ£ ņŖżĒü¼ļ×®ņŚÉ ĒĢ┤ļŗ╣ĒĢśļŖö Ļ▓®ņ×Éņłśļź╝ ņĪ░ņé¼ ņśüņŚŁņØś ļäōņØ┤ļĪ£ ļéśļłĀņŻ╝ņ¢┤ ņĀĢĻĘ£ĒÖö ņŗ£ņ╝£ņŻ╝ņŚłļŗż. ņĀüĒĢ®ļÅä ĒĢ©ņłśņØś ĻĄ¼ņä▒ņØä ņ£äĒĢśņŚ¼ Ļ░ü ĒĢŁņØś Ļ░Ćņżæņ╣ś(Weighting factor)ņØś ĒĢ®ņØĆ 1ņØ┤ ļÉśļÅäļĪØ ĒĢśņśĆĻ│Ā, ļ╣äņżæņØä ļŗ¼ļ”¼ĒĢśņŚ¼ ļäżņŖżĒīģ Ļ▓░Ļ│╝Ļ░Ć ņ¢┤ļ¢╗Ļ▓ī ļ│ĆĒÖöļÉśļŖöņ¦Ćļź╝ ļ╣äĻĄÉĒĢśļ®░ ļ░śļ│ĄņĀüņØĖ ņŗżĒŚśņØä ņŗżņŗ£ĒĢśņśĆļŗż.
ļäżņŖżĒīģ Ļ▓░Ļ│╝ļŖö ĒīÉļŗ©ĒĢśļŖö ĻĖ░ņżĆņØ┤ ļŗżņ¢æĒĢśĻĖ░ ļĢīļ¼ĖņŚÉ ĻĘĖ ĻĖ░ņżĆņØä ņ¢┤ļ¢╗Ļ▓ī ņäżņĀĢĒĢśļŖÉļāÉņŚÉ ļö░ļØ╝ ņĀüĒĢ®ļÅä ĒĢ©ņłśņØś ņĀüņĀłņä▒Ļ│╝ ĒÜ©ņ£©ņä▒ ļō▒ņØ┤ ļŗżļź┤Ļ▓ī ĒÅēĻ░ĆļÉĀ ņłś ņ׳ļŗż. ļ│Ė ļģ╝ļ¼ĖņŚÉņä£ļŖö ļäżņŖżĒīģņØś Ļ▓░Ļ│╝ļź╝ ĒÅēĻ░ĆĒĢĀ ļĢī, ņ▓½ ļ▓łņ¦ĖļĪ£ ņŖżĒü¼ļ×®ļźĀ(Scrap ratio)ņØä ļ╣äĻĄÉĒĢśĻ│Ā ļæÉ ļ▓łņ¦ĖļĪ£ ļŗżļźĖ ļČäņĢ╝ņØś ļäżņŖżĒīģĻ│╝ ņ░©ļ│äņĀüņØĖ ĒŖ╣ņ¦ĢņØ┤ļØ╝Ļ│Ā ĒĢĀ ņłś ņ׳ļŖö ņ×öņ×¼ņØś ĒÜ©ņÜ®ņä▒ņØä Ļ│ĀļĀżĒĢ£ļŗż. ņ”ē, ļäżņŖżĒīģ Ēøä Ļ░Ģņ×¼ņŚÉ ļČĆņ×¼ļź╝ ļ░░ņ╣śĒĢśĻ│Ā ļé©ņØĆ ņśüņŚŁņØś ĻĖĖņØ┤Ļ░Ć ļ¦ÄņØ┤ ĒÖĢļ│┤ļÉĀņłśļĪØ ņóŗņØĆļŹ░, ņØ┤ļŖö ņØ┤ Ēøä ņŖżĒü¼ļ×®ņØä ņØ┤ņÜ®ĒĢśņŚ¼ ļČĆņ×¼ ļ░░ņ╣śļź╝ ļŗżņŗ£ ņŗ£ļÅäĒĢĀ ļĢī ņóĆ ļŹö ĒÜ©ņ£©ņĀüņ£╝ļĪ£ ņé¼ņÜ®ĒĢĀ ņłś ņ׳ĻĖ░ ļĢīļ¼ĖņØ┤ļŗż. ļö░ļØ╝ņä£ ļ│Ė ļģ╝ļ¼ĖņŚÉņä£ļŖö ļČĆņ×¼Ļ░Ć ņĄ£ļīĆĒĢ£ Ļ░Ģņ×¼ņØś ņóīņĖĪ ļ░Å ĒĢś ļŗ©ņŚÉ ļ░░ņ╣śļÉśļŖö Ļ▓āņØä ņ¦ĆĒ¢źĒĢśĻ│Ā ņ׳ļŗż.
ņĀüĒĢ®ļÅä ĒĢ©ņłśņØś ĒÜ©ņ£©ņä▒ņØä ĒÅēĻ░ĆĒĢśĻĖ░ ņ£äĒĢ┤ ņäĀļ░ĢņØś ņäĀļ»ĖļČĆ, ņżæņĢÖļČĆ, ņŚöņ¦äļŻĖņØś ļČĆņ×¼ļōżņØä ļīĆņāüņ£╝ļĪ£ ļäżņŖżĒīģņØä ņŗżņŗ£ĒĢśņśĆļŗż. ņäĀļ»ĖļČĆ ļČĆņ×¼ļōżņØĆ Ļ│Ī ĒśĢĒā£ņØś ļČĆņ×¼Ļ░Ć ļ¦ÄņØĆļŹ░ ņ¦üņäĀņØś ĒÅ┤ļ”¼Ļ│ż(Polygon) ĒśĢĒā£ļ│┤ļŗż ĒśĖļź╝ ĒżĒĢ©ĒĢśļŖö ļČĆņ×¼Ļ░Ć ļ¦Äļŗż. ļśÉĒĢ£ ļČĆņ×¼ļōż Ļ░äņØś Ēü¼ĻĖ░Ļ░Ć ļ╣äĻĄÉņĀü ļ╣äņŖĘĒĢ£ ĒŖ╣ņ¦ĢņØä Ļ░Ćņ¦ĆĻ│Ā ņ׳ļŗż. ņØ┤ņŚÉ ļ░śĒĢ┤ ņżæņĢÖļČĆ ļČĆņ×¼ļōżņØĆ ļČĆņ×¼ļōżņØś Ēü¼ĻĖ░Ļ░Ć Ēü¼Ļ│Ā, ļ╣äĻĄÉņĀü ņé¼Ļ░üĒśĢņŚÉ Ļ░ĆĻ╣īņÜ┤ ļČĆņ×¼ļōżņØ┤ ļ¦ÄĻĖ░ ļĢīļ¼ĖņŚÉ ļäżņŖżĒīģņØ┤ ņēĮļŗż. ĒĢ£ĒÄĖ ņŚöņ¦äļŻĖņØĆ ņØ╝ļ░śņĀüņ£╝ļĪ£ ņĀäņ▓┤ ļČĆņ×¼ļōżņØś Ļ░£ņłśĻ░Ć ļ¦ÄĻ│Ā ļČĆņ×¼ļōż Ļ░äņØś Ēü¼ĻĖ░ļŖö ņżæņĢÖļČĆņŚÉ ļ╣äĒĢ┤ ļ╣äĻĄÉņĀü ņØ╝Ļ┤ĆņĀüņØĖ ĒÄĖņØ┤ļŗż. ĻĘĖļ¤¼ļéś ļČĆņ×¼ļōżņØś ĒśĢņāüņØ┤ ļ¦żņÜ░ ļŗżņ¢æĒĢśņŚ¼ ļäżņŖżĒīģņØ┤ Ļ░Ćņן ņ¢┤ļĀĄļŗż.
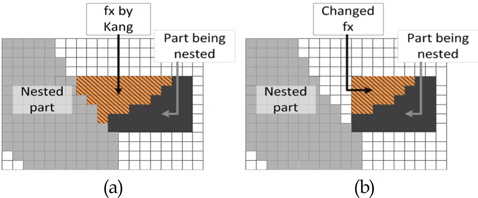
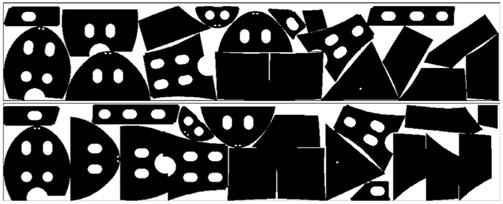
ņ▓½ ļ▓łņ¦ĖļĪ£ ņäĀļ»ĖļČĆņŚÉ ļīĆĒĢ£ ļäżņŖżĒīģņØä ņŗżņŗ£ĒĢśņśĆļŖöļŹ░, ņäĀļ»ĖļČĆ ļČĆņ×¼ļōżņØä Ļ░üĻ░ü ļæÉ ĻĘĖļŻ╣ņ£╝ļĪ£ ļéśļłäņ¢┤ ļæÉ Ļ░Ćņ¦Ć ļŗżļźĖ ņĖĪļ®┤ņŚÉņä£ ņĀüĒĢ®ļÅä ĒĢ©ņłśņŚÉ ļö░ļźĖ ļ░░ņ╣ś Ļ▓░Ļ│╝ļź╝ ļ╣äĻĄÉĒĢśņśĆļŗż. ņ▓½ ļ▓łņ¦Ė ļČĆņ×¼ ĻĘĖļŻ╣ņØĆ ņ┤Ø 19Ļ░£ņØś ļČĆņ×¼ļĪ£ ĻĄ¼ņä▒ļÉśņ¢┤ ņ׳ļŖöļŹ░ ļ░░ņ╣ś Ļ▓░Ļ│╝ ĒĢ£ ĒīÉņØś Ļ░Ģņ×¼ņŚÉ ņ¢╝ļ¦łļéś ļ¦ÄņØĆ ļČĆņ×¼ļź╝ ļ░░ņ╣śĒĢśļŖöņ¦Ć ņĢīņĢäļ│┤Ļ│Ā ĻĘĖ ļĢī ļ░£ņāØĒĢśļŖö ņŖżĒü¼ļ×® ļ®┤ņĀüņØä ļ╣äĻĄÉĒĢśņśĆļŗż. ļæÉ ļ▓łņ¦Ė ļČĆņ×¼ ĻĘĖļŻ╣ņØĆ 34Ļ░£ņØś ļČĆņ×¼ļĪ£ ĻĄ¼ņä▒ļÉśņ¢┤ ņ׳ņ£╝ļ®░ ļ░░ņ╣ś Ļ▓░Ļ│╝ļź╝ ĒåĄĒĢ┤ņä£ ļ░£ņāØĒĢ£ ņŖżĒü¼ļ×® ĒśĢņāüņØś xņČĢ ļ░®Ē¢ź ĻĖĖņØ┤ļź╝ ļ╣äĻĄÉĒĢśņśĆļŗż. ņØ┤ ļĢī ņ×öņ×¼ņØś ĒÜ©ņÜ®ņä▒ņØä ĻĖ░ņżĆņ£╝ļĪ£ ĒÅēĻ░ĆĒĢśĻĖ░ ņ£äĒĢśņŚ¼ ļČĆņ×¼ņØś ņ┤Ø ļ®┤ņĀüņŚÉ ļ╣äĒĢ┤ ļ╣äĻĄÉņĀü Ēü░ ņé¼ņØ┤ņ”łņØś ņ×Éņ×¼ņŚÉ ļ░░ņ╣śĒĢśņŚ¼ ĒģīņŖżĒŖĖļź╝ ņŗżņŗ£ĒĢśņśĆļŗż. ņäĀļ»ĖļČĆ ļĖöļĪØ ļČĆņ×¼ņŚÉ ļīĆĒĢ£ ļ░░ņ╣śĻ░Ć ņÖäļŻīļÉśļ®┤ ļ░░ņ╣ś Ļ▓░Ļ│╝ļź╝ ĒåĀļīĆļĪ£ ņóŗņØĆ ĒÜ©ņ£©ņØä ļéśĒāĆļé┤ļŖö ņ╝ĆņØ┤ņŖż ņżæ ļ¬ć Ļ░Ćņ¦Ćļź╝ ņĀüņÜ®ĒĢśņŚ¼ ņäĀļ░Ģ ņżæņĢÖļČĆ ļĖöļĪØ ļČĆņ×¼ņÖĆ ņŚöņ¦äļŻĖ ļĖöļĪØ ļČĆņ×¼ņŚÉ ļīĆĒĢ┤ ļäżņŖżĒīģņØä ļŗżņŗ£ ņłśĒ¢ēĒĢśņŚ¼ ĒÜ©ņ£©ņØ┤ ņ¢┤ļ¢╗Ļ▓ī ļŗ¼ļØ╝ņ¦ĆļŖöņ¦Ćļź╝ ĒÖĢņØĖĒĢśĻĖ░ ņ£äĒĢ£ ĒģīņŖżĒŖĖļź╝ ņŗżņŗ£ĒĢśņśĆļŗż.
ņĪ░ņäĀņÜ® ļČĆņ×¼ļź╝ ļ░░ņ╣śĒĢśĻĖ░ ņ£äĒĢ£ Ļ░Ģņ×¼ņØś ņé¼ņØ┤ņ”łļŖö Ļ░ĆļĪ£├ŚņäĖļĪ£├ŚļæÉĻ╗ś(Quality) 20m├Ś4m├Ś13t(A Grade)ļĪ£ Ļ│ĀņĀĢņŗ£ņ╝░ļŗż. Ļ▓®ņ×É ĒĢśļéśļŖö Ļ░ĆļĪ£, ņäĖļĪ£ Ļ░üĻ░ü 20mmļź╝ ļéśĒāĆļé┤ļÅäļĪØ ņäżņĀĢĒĢśņśĆņ£╝ļ®░, ļČĆņ×¼ņØś ņĄ£ņĀü ļ░░ņ╣ś ņ£äņ╣śļź╝ ņ░ŠĻĖ░ ņ£äĒĢśņŚ¼ ļČĆņ×¼ļź╝ 0ļÅäņŚÉņä£ 360ļÅäĻ╣īņ¦Ć 5ļÅä Ļ░äĻ▓®ņ£╝ļĪ£ ĒÜīņĀäņŗ£ĒéżĻ│Ā ĒÜīņĀäņŗ£Ēé¼ ļĢīļ¦łļŗż Ļ▓®ņ×ÉĒśĢņāüņØä ņāłļĪ£ ĻĄ¼ĒĢśņŚ¼ ĒÜīņĀäļÉ£ ļČĆņ×¼ņØś Ļ▓®ņ×É ĒśĢņāüņØä ļīĆņāüņ£╝ļĪ£ ļ░░ņ╣ś ņŗ£ļÅäļź╝ ĒĢśņśĆļŗż. ļ░░ņ╣śļŖö ļ®┤ņĀüņØ┤ Ēü░ ļČĆņ×¼ļČĆĒä░ ļé┤ļ”╝ņ░©ņł£ņ£╝ļĪ£ ņ¦äĒ¢ēĒĢśņśĆņ£╝ļ®░, ļČĆņ×¼ņŚÉ ļīĆĒĢ£ ņĀĢļ│┤ļŖö ņĪ░ņäĀņÜ® ņāüņŚģ CAD ņŗ£ņŖżĒģ£ņØĖ Tribon M3ņŚÉņä£ ņĘ©ļōØĒĢśņŚ¼ ņØ┤ņÜ®ĒĢśņśĆļŗż.
Ļ░Ćņżæņ╣ś ņäĀņĀĢņØä ņ£äĒĢśņŚ¼ Ļ░Ćņżæņ╣śļź╝ ņČ®ļČäĒ׳ ļŗżņ¢æĒĢśĻ▓ī ļ│ĆĻ▓ĮĒĢ┤Ļ░Ćļ®░ ņŗżĒŚśņØä ņłśĒ¢ēĒĢśĻ│Ā ĻĘĖ Ļ▓░Ļ│╝ļź╝ ņé┤ĒÄ┤ļ│┤ņĢśļŖöļŹ░, Table. 1ņØĆ ņłśņ╣ś ņŗżĒŚśņØä ņ¦äĒ¢ēĒ¢łļŹś ņĀüĒĢ®ļÅä ĒĢ©ņłś ņżæņŚÉņä£ ļ¬ć Ļ░Ćņ¦Ć ļīĆĒæ£ņĀüņØĖ ņ╝ĆņØ┤ņŖżļōż ņØä ņäĀļ│äĒĢśņŚ¼ Ļ░Ćņżæņ╣śļź╝ ņ¢┤ļ¢╗Ļ▓ī ņäżņĀĢĒĢśņśĆļŖöņ¦Ćļź╝ ļéśĒāĆļé┤ņŚłļŗż. Table. 2ļŖö Ļ░ü ņ╝ĆņØ┤ņŖżļ¦łļŗżņØś ļäżņŖżĒīģ Ļ▓░Ļ│╝ņØ┤ļŗż.

ļČĆņ×¼ ĻĘĖļŻ╣ 1ņØś ļäżņŖżĒīģ Ļ▓░Ļ│╝ļź╝ ļČäņäØĒĢ┤ļ│┤ļ®┤ ņ╝ĆņØ┤ņŖż 3Ļ│╝ 4(Fig. 12)ņØś ņĀüĒĢ®ļÅä ĒĢ©ņłśļź╝ ņØ┤ņÜ®ĒĢśņśĆņØä ļĢī 19Ļ░£ņØś ļČĆņ×¼ļź╝ ļ¬©ļæÉ ĒĢ£ ĒīÉņŚÉ ļ░░ņ╣śĒĢśņśĆņ£╝ļ®░ ņØ┤ņŚÉ ļö░ļØ╝ ņŖżĒü¼ļ×®ņØ┤ Ļ░Ćņן ņĀüĻ▓ī ļ░£ņāØĒĢśņśĆņ£╝ļéś, ņØ┤ ņÖĖņØś ņ╝ĆņØ┤ņŖżļōżņØĆ ĒĢ£ĒīÉņŚÉ ļ¬©ļōĀ ļČĆņ×¼ļōżņØä ļ░░ņ╣śĒĢśņ¦Ć ļ¬╗ĒĢśņśĆļŗż.
ĒĢ£ĒÄĖ ņ╝ĆņØ┤ņŖż 4ņÖĆ 5ļŖö Usage LengthņŚÉ ļīĆĒĢ£ Ļ░Ćņżæņ╣śļź╝ Ļ│ĀņĀĢņŗ£Ēé© ļÆż, fxņÖĆ fyņØś Ļ░Ćņżæņ╣śĻ░Ć ņä£ļĪ£ ļÆżļ░öļĆīņ¢┤ ņ׳ļŖö ņ╝ĆņØ┤ņŖżļōżņØ┤ļ®░, ĻĘĖņŚÉ ļö░ļØ╝ ļäżņŖżĒīģ Ļ▓░Ļ│╝Ļ░Ć ļŗ¼ļØ╝ņ¦ÉņØä Fig. 12ņÖĆ 13ņŚÉņä£ ĒÖĢņØĖĒĢĀ ņłś ņ׳ļŗż. fxņØś ļ╣äņżæņØ┤ fyņØś ļ╣äņżæļ│┤ļŗż Ēü░ ņ╝ĆņØ┤ņŖż 4(Fig. 12ņØś ņĢäļל)ņØś ņĀüĒĢ®ļÅä ĒĢ©ņłśļź╝ ņĀüņÜ®ĒĢśņśĆņØä ļĢīņØś ļäżņŖżĒīģ Ļ▓░Ļ│╝ļź╝ ņé┤ĒÄ┤ļ│┤ļ®┤ xņČĢņØś ņŖżĒü¼ļ×®ņØ┤ ļŹ£ ļ░£ņāØĒĢśļŖö Ļ░üļÅäļĪ£ ļČĆņ×¼ļōżņØ┤ ĒÜīņĀäĒĢśņŚ¼ ļ░░ņ╣śļÉ£ ļ░śļ®┤, fyņØś ļ╣äņżæņØ┤ Ēü░ ņ╝ĆņØ┤ņŖż 5(Fig. 13)ņØś ņĀüĒĢ®ļÅä ĒĢ©ņłśļź╝ ņĀüņÜ®ĒĢ£ Ļ▓░Ļ│╝ļŖö yņČĢņØś ņŖżĒü¼ļ×®ņØ┤ ļŹ£ ļ░£ņāØĒĢśļÅäļĪØ ļČĆņ×¼Ļ░Ć ĒÜīņĀäĒĢśņŚ¼ ļ░░ņ╣śļÉ£ Ļ▓āņØä ņĢī ņłś ņ׳ļŗż. ņØ┤ņÖĆ Ļ░ÖņØĆ ņ░©ņØ┤ņŚÉ ņØśĒĢ┤, ņ╝ĆņØ┤ņŖż 4ņØś Ļ▓ĮņÜ░ ļ¬©ļōĀ ļČĆņ×¼Ļ░Ć ĒĢ£ ĒīÉņØś Ļ░Ģņ×¼ņŚÉ ļ░░ņ╣śļÉśņŚłņ£╝ļéś, ņ╝ĆņØ┤ņŖż 5ņØś Ļ▓ĮņÜ░ ĒĢ£ĒīÉ ņĢłņŚÉ ļ¬©ļæÉ ļ░░ņ╣śĒĢśņ¦Ć ļ¬╗ĒĢ£ Ļ▓░Ļ│╝ļź╝ ļ│┤ņśĆļŗż. ĻĘĖļ¤¼ļ»ĆļĪ£ ņĀüĒĢ®ļÅä ĒĢ©ņłśņŚÉņä£ Ļ░ü ĒĢŁņØś ļ╣äņżæņØä ņ¢┤ļ¢╗Ļ▓ī ņäżņĀĢĒĢśļŖÉļāÉņŚÉ ļö░ļØ╝ ļČĆņ×¼ļōżņØś ļ░░ņ╣ś Ļ▓ĮĒ¢ź ļ░Å Ļ▓░Ļ│╝ņŚÉ ņśüĒ¢źņØä ļ»Ėņ╣£ļŗżļŖö Ļ▓āņØä ņĢī ņłś ņ׳ļŗż.

ļČĆņ×¼ ĻĘĖļŻ╣ 2ņØś ļäżņŖżĒīģ Ļ▓░Ļ│╝ļź╝ ņé┤ĒÄ┤ļ│┤ļ®┤ ļ¬©ļōĀ ņ╝ĆņØ┤ņŖżņŚÉ ļīĆĒĢ┤ņä£ ņŖżĒü¼ļ×®ļźĀņØ┤ ņĢĮ 0.555ļĪ£ ļ╣äņŖĘĒĢśĻ▓ī ļéśĒāĆļé¼ņ£╝ļéś, ņ×öņ×¼ņØś ĒÜ©ņÜ®ņä▒ņØä ĒīÉļŗ©ĒĢśļŖö ņĖĪļ®┤ņŚÉņä£ ņ╝ĆņØ┤ņŖż 1ņØś Ļ▓ĮņÜ░ Fig. 14ņŚÉņä£ņ▓śļ¤╝ ļČĆņ×¼ļōżņØ┤ xņČĢņ£╝ļĪ£ ĻĖĖĻ▓ī ļ░░ņ╣śĻ░Ć ļÉśļ®┤ņä£ ņ×öņ×¼ ĒÖ£ņÜ®ņä▒ņØ┤ ļ¢©ņ¢┤ņ¦ĆļŖö Ļ▓░Ļ│╝ļź╝ ļ│┤ņśĆļŗż. ņØ┤ņŚÉ ļ░śĒĢ┤ ņ╝ĆņØ┤ņŖż 2(Fig. 15)ņŚÉņä£ļŖö ņ×öņ×¼ņØś xņČĢ ļ░®Ē¢ź ĻĖĖņØ┤Ļ░Ć Ļ░Ćņן ĻĖĖĻ▓ī ļéśĒāĆļéś ņØ┤ Ēøä ņ×öņ×¼ļĪ£ ĒÜ©ņ£©ņĀüņ£╝ļĪ£ ĒÖ£ņÜ®ĒĢĀ ņłś ņ׳ņØä Ļ▓āņØ┤ļØ╝ ĻĖ░ļīĆļÉ£ļŗż.


ņ╝ĆņØ┤ņŖż 1ņØä ņĀ£ņÖĖĒĢ£ ļéśļ©Ėņ¦Ć ņ╝ĆņØ┤ņŖżļōżņØĆ ļ¬©ļæÉ fyņÖĆ Usage Lengthļź╝ Ļ│ĀļĀżĒĢśņśĆļŗżļŖö Ļ│ĄĒåĄņĀÉņØä Ļ░Ćņ¦ĆĻ│Ā ņ׳ļŖöļŹ░(Table 1), ļéśļ©Ėņ¦Ć ņ╝ĆņØ┤ņŖżļōżņŚÉ ļīĆĒĢ£ ļäżņŖżĒīģ Ļ▓░Ļ│╝ļÅä ņ╝ĆņØ┤ņŖż 2ņÖĆ ļ╣äņŖĘĒĢ£ Ļ░ĆņÜ® ĻĖĖņØ┤ļź╝ ļéśĒāĆļāäņ£╝ļĪ£ņŹ© ļæÉ Ļ░Ćņ¦Ć ĒĢŁļ¬®ņØ┤ Ļ│ĀļĀżļÉ£ ņĀüĒĢ®ļÅä ĒĢ©ņłśļź╝ ņĀüņÜ®ĒĢśņŚ¼ ļäżņŖżĒīģ ĒĢśņśĆņØä ļĢī, ņ×öņ×¼ņØś ĒÜ©ņÜ®ņä▒ ņĖĪļ®┤ņŚÉņä£ ņóŗņØĆ ĒÜ©ņ£©ņØä ļ│┤ņØĖļŗżļŖö Ļ▓āņØä ņĢī ņłś ņ׳ņŚłļŗż(Table 2).
ņŚ¼ļ¤¼ Ļ░Ćņ¦Ć ņĀüĒĢ®ļÅä ĒĢ©ņłśļź╝ ņØ┤ņÜ®ĒĢśņŚ¼ ļäżņŖżĒīģņØä ņŗżņŗ£ĒĢ£ Ļ▓░Ļ│╝ļź╝ ļæÉ Ļ░Ćņ¦Ć ņĖĪļ®┤ņŚÉņä£ ĒīÉļŗ©ĒĢ┤ļ│┤ņĢśņØä ļĢī, Ļ░üĻ░ü ņ╝ĆņØ┤ņŖż 2ņÖĆ ņ╝ĆņØ┤ņŖż 3, 4Ļ░Ć ņóŗņØĆ ĒÜ©ņ£©ņØä ļ│┤ņØ┤ļŖö Ļ▓āņ£╝ļĪ£ ļéśĒāĆļé¼ļŗż. ņØ┤ ņ╝ĆņØ┤ņŖżļōżņØĆ ļ¬©ļæÉ Usage LengthņÖĆ fyļź╝ Ļ│ĀļĀżĒĢ£ ņ╝ĆņØ┤ņŖżņśĆņ£╝ļ®░, Ļ░ü ĒĢŁņŚÉ ņĀüņÜ®ĒĢ£ Ļ░Ćņżæņ╣ś ļśÉĒĢ£ ļäżņŖżĒīģ Ļ▓░Ļ│╝ņŚÉ ņśüĒ¢źņØä ļ»Ėņ╣©ņØä ņĢī ņłś ņ׳ļŗż.
ļŗżņØīņØĆ ņĢ×ņäĀ ļæÉ Ļ░Ćņ¦ĆņØś ļäżņŖżĒīģ Ļ▓░Ļ│╝ ļ╣äĻĄÉļź╝ ĒåĄĒĢ┤ ņóŗņØĆ ĒÜ©ņ£©ņØä ļ│┤ņØ┤ļŖö ņ╝ĆņØ┤ņŖżļź╝ ņäĀĒāØĒĢśņŚ¼ ņäĀļ░ĢņØś ņżæņĢÖļČĆ ļĖöļĪØņØś ļČĆņ×¼ņŚÉ ļīĆĒĢśņŚ¼ ļäżņŖżĒīģņØä ņŗżņŗ£ĒĢ£ Ļ▓░Ļ│╝ņØ┤ļŗż. ņĀüņÜ®ļÉ£ ņ╝ĆņØ┤ņŖżļŖö Table 1ņØś ņĀüĒĢ®ļÅä ĒĢ©ņłś ņżæ ņ╝ĆņØ┤ņŖż 2ņÖĆ 4ņØ┤ļ®░, ĻĘĖ Ļ▓░Ļ│╝ļŖö Ļ▓®ņ×ÉĒæ£Ēśäļ▓Ģņ£╝ļĪ£ ņ¢╗ņØĆ 0Ļ│╝ 1ņØä ļ╣äĒŖĖļ¦ĄĒÖö ņŗ£ņ╝£ņä£ ņ¢╗ņØĆ ņØ┤ļ»Ėņ¦ĆņÖĆ ņĪ░ņäĀņÜ® ņāüņŚģ CAD ņŗ£ņŖżĒģ£ņ£╝ļĪ£ ņŚ░ļÅÖĒĢśņŚ¼ ņ¢╗ņØĆ ņØ┤ļ»Ėņ¦ĆļĪ£ Ļ░üĻ░ü Fig. 16Ļ│╝ 17ņŚÉ ļéśĒāĆļé┤ņŚłļŗż. ĻĘĖļ”╝ņŚÉņä£ ņŻ╝ļ¬®ĒĢĀ ņĀÉņØĆ ņÜ░ņäĀ ļČĆņ×¼ņØś ĒÖĆ ņĢłņŚÉ ļŗżļźĖ ļČĆņ×¼ļōżņØś ļ░░ņ╣śĻ░Ć ņל ņØ┤ļŻ©ņ¢┤ņ¦ä ņĀÉĻ│╝ ņĢīĻ│Āļ”¼ņ”ś ĻĄ¼Ēśä ņŗ£ ļö░ļĪ£ Ļ│ĀļĀżĒĢśņ¦Ć ņĢŖņĢśļŹś ļČĆņ×¼ļōż Ļ░äņØś Pairing, GroupingņØś ņłśņżĆņØ┤ ļ¦īņĪ▒ĒĢĀ ļ¦īĒĢśĻ▓ī ļéśĒāĆļé£ ņĀÉņØ┤ļŗż.
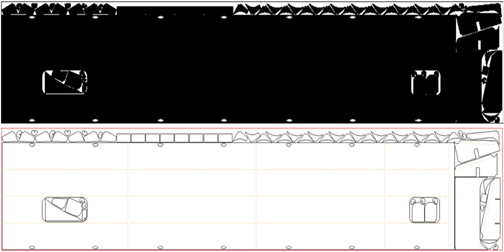
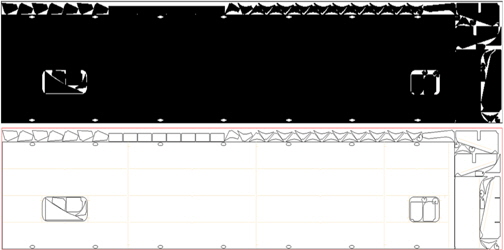
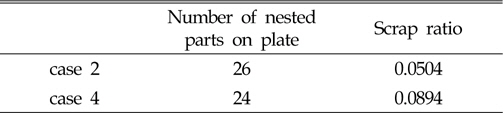
Table 3ņØĆ Ļ░ü ņ╝ĆņØ┤ņŖż ļ│äļĪ£ Ļ░Ģņ×¼ ņĢłņŚÉ ļ░░ņ╣śļÉ£ ļČĆņ×¼ņØś ņłśņÖĆ ņŖżĒü¼ļ×®ļźĀņØ┤ļŗż. ĻĘĖ Ļ▓░Ļ│╝ļź╝ ņé┤ĒÄ┤ļ│┤ļ®┤ ņ╝ĆņØ┤ņŖż 2ņØś ņĀüĒĢ®ļÅä ĒĢ©ņłśļź╝ ņØ┤ņÜ®ĒĢśņŚ¼ ļ░░ņ╣śĒĢśņśĆņØä ļĢī, ĒĢ£ Ļ░Ģņ×¼ ņĢłņŚÉ 6Ļ░£ņØś ļČĆņ×¼Ļ░Ć ļŹö ļ░░ņ╣śļÉśņŚłļŗż. ņĢ×ņä£ ņäĀļ░ĢņØś ņäĀļ»ĖļČĆ ļČĆņ×¼ļōżņØä ļīĆņāüņ£╝ļĪ£ ļäżņŖżĒīģ ĒĢ£ Ļ▓░Ļ│╝ņŚÉņä£ļŖö ņ╝ĆņØ┤ņŖż 4Ļ░Ć ļŹö ĒÜ©ņ£©ņĀüņØ┤ņŚłņ£╝ļéś, ņØ┤ Ļ▓ĮņÜ░ņŚÉļŖö ņ╝ĆņØ┤ņŖż 2Ļ░Ć ļŹö ĒÜ©ņ£©ņĀüņ×äņØä ņĢī ņłś ņ׳ļŗż. ļö░ļØ╝ņä£ ļ░░ņ╣śĒĢśļĀżļŖö ļČĆņ×¼ņØś ĒŖ╣ņä▒ ļō▒ņŚÉ ļö░ļØ╝ ņĀüĒĢ®ļÅä ĒĢ©ņłśļŖö ļŗżļźĖ ĒÜ©ņ£©ņØä Ļ░Ćņ¦ł ņłś ņ׳ņØīņØä ņĢī ņłś ņ׳ļŗż.

ļŗżņØīņØĆ ņŚöņ¦äļŻĖ ļČĆņ×¼ļź╝ ņ╝ĆņØ┤ņŖż 2ņÖĆ 4ļź╝ ņĀüņÜ®ĒĢśņŚ¼ ļäżņŖżĒīģĒĢ£ Ļ▓░Ļ│╝ņØ┤ļŗż. 26Ļ░£ņØś ļČĆņ×¼ļź╝ ņäĀļ│äĒĢśņŚ¼ ļ¦īļōżņ¢┤ņ¦ä ļČĆņ×¼ ĻĘĖļŻ╣ņØä ļäżņŖżĒīģ ĒĢśņśĆļŖöļŹ░, ņ╝ĆņØ┤ņŖż 2ļź╝ ņĀüņÜ®Ē¢łņØä ļĢīļŖö ļ¬©ļōĀ ļČĆņ×¼ļź╝ ĒĢ£ Ļ░Ģņ×¼ ņĢłņŚÉ ļ░░ņ╣śļź╝ ĒĢśņśĆņ£╝ļéś(Fig. 18), ņ╝ĆņØ┤ņŖż 4ļź╝ ņĀüņÜ®ĒĢśļ®┤ 2Ļ░£Ļ░Ć ļ¬©ņ×Éļ×Ć 24Ļ░£ņØś ļČĆņ×¼ļ¦īņØ┤ ĒĢ£ ĒīÉņŚÉ ļ░░ņ╣śĻ░Ć ļÉśņŚłļŗż(Fig. 19). ņØ┤ ļĢī ņŖżĒü¼ļ×®ļźĀņØś ņ░©ņØ┤ļŖö ņĢĮ 0.03ņ£╝ļĪ£ ļéśĒāĆļé¼ļŗż(Table 4).


ļČĆņ×¼ņØś Ēü¼ĻĖ░Ļ░Ć ļ╣äĻĄÉņĀü ļ╣äņŖĘĒĢ£ ļČĆņ×¼ļōżļĪ£ ņØ┤ļŻ©ņ¢┤ņ¦ä ņäĀļ»ĖļČĆ ļČĆņ×¼ņŚÉ ļīĆĒĢ£ ļäżņŖżĒīģ Ļ▓░Ļ│╝ņÖĆ ņżæņĢÖļČĆ ļ░Å ņŚöņ¦äļŻĖņØś ļČĆņ×¼ļōżņŚÉ ļīĆĒĢ£ ļäżņŖżĒīģ Ļ▓░Ļ│╝ļź╝ ļ╣äĻĄÉĒĢ┤ļ│┤ņĢśņØä ļĢī, ĒśĢņāüņØ┤ ļ╣äĻĄÉņĀü ņé¼Ļ░üĒśĢņŚÉ Ļ░ĆĻ╣īņÜ┤ ļČĆņ×¼ļōżņØ┤ ļ¦ÄĻ│Ā ļČĆņ×¼ļōż Ļ░äņØś ĻĘ£ļ¬©ņØś ņ░©ņØ┤Ļ░Ć ļ¦ÄņØ┤ ļéśļŖö ņżæņĢÖļČĆļéś ņŚöņ¦äļŻĖņØś ļČĆņ×¼ļōżņØä ļäżņŖżĒīģ ĒĢĀ ļĢīļŖö ņ╝ĆņØ┤ņŖż 2Ļ░Ć ļŹö ļ¦ÄņØĆ ļČĆņ×¼ļź╝ ĒĢ£Ļ░Ģņ×¼ ņĢłņŚÉ ļ░░ņ╣śĒĢ©ņ£╝ļĪ£ņŹ© ņ╝ĆņØ┤ņŖż 4ņŚÉ ļ╣äĒĢ┤ ņóŗņØĆ ĒÜ©ņ£©ņØä ļ│┤ņśĆņ£╝ļ®░, ļČĆņ×¼ļōż Ļ░äņØś Ēü¼ĻĖ░Ļ░Ć ļ╣äņŖĘĒĢ£ ļČĆņ×¼ļōżņØä ļäżņŖżĒīģ ĒĢĀ ļĢīņŚÉļŖö ņ╝ĆņØ┤ņŖż 4Ļ░Ć ĒĢ£ Ļ░Ģņ×¼ņŚÉ ļŹö ļ¦ÄņØ┤ ļ░░ņ╣śļź╝ ņŗ£Ēé┤ņ£╝ļĪ£ ļŹö ņóŗņØĆ ĒÜ©ņ£©ņØä ļ│┤ņśĆļŗż.
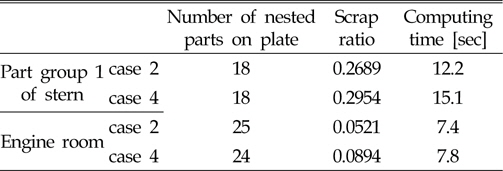
ĒĢ£ĒÄĖ ļäżņŖżĒīģņŚÉ ņåīņÜöļÉśļŖö Ļ│äņé░ ņŗ£Ļ░ä ļ╣äĻĄÉļź╝ ņ£äĒĢ┤ ņäĀļ»ĖļČĆ ļČĆņ×¼ ĻĘĖļŻ╣ 1Ļ│╝ ņŚöņ¦äļŻĖ ļČĆņ×¼ļōżņØä ļīĆņāüņ£╝ļĪ£ ņŗ£Ļ░äņØä ņĖĪņĀĢĒĢśņśĆļŗż. ļ│Ė ņŗżĒŚśņØĆ Intel(R) Core(TM) i3-2120 CPU @ 3.30GHzņØś ĒöäļĪ£ņäĖņä£ņÖĆ 4.00 GBņØś RAMņØś ņŗ£ņŖżĒģ£ņŚÉņä£ ņłśĒ¢ēļÉśņŚłņ£╝ļ®░, ļČĆņ×¼ ĒÜīņĀäņØĆ 0ļÅäļČĆĒä░ 360ļÅäĻ╣īņ¦Ć 15ļÅä Ļ░äĻ▓®ņ£╝ļĪ£ ņŗżņŗ£ĒĢśņśĆļŗż. Table 5ļŖö ņ╝ĆņØ┤ņŖż 2ņÖĆ 4ļź╝ ņĀüņÜ®ĒĢśņŚ¼ ļäżņŖżĒīģ ĒĢ£ Ļ▓░Ļ│╝ņÖĆ ĻĘĖ ļĢīņØś ņåīņÜöņŗ£Ļ░äņØä ļ│┤ņŚ¼ņżĆļŗż. ļČĆņ×¼ ĻĘĖļŻ╣ 1ņØś ļäżņŖżĒīģ Ļ▓░Ļ│╝ņÖĆ ņŚöņ¦äļŻĖ ļČĆņ×¼ņŚÉ ļīĆĒĢ£ Ļ▓░Ļ│╝ļź╝ ļÅÖņØ╝ ļČĆņ×¼ņŚÉ ļīĆĒĢ┤ ĒÜīņĀäņØä 5ļÅä Ļ░äĻ▓®ņ£╝ļĪ£ ņŗżņŗ£ĒĢśņŚ¼ ņ¢╗ņØĆ ļäżņŖżĒīģ Ļ▓░Ļ│╝ņØĖ Table 2, Table 4ņÖĆ Ļ░üĻ░ü ļ╣äĻĄÉĒĢ┤ļ│┤ņĢśņØä ļĢī, ĒĢ£ Ļ░Ģņ×¼ ņĢłņŚÉ ļ░░ņ╣śļÉ£ ļČĆņ×¼ņØś Ļ░£ņłśļéś ņŖżĒü¼ļ×®ļźĀ ļō▒ņØ┤ Ēü░ ņ░©ņØ┤Ļ░Ć ņŚåņØīņØä ņĢī ņłś ņ׳ļŗż.
ņ╝ĆņØ┤ņŖż 2ņÖĆ 4ņŚÉ ļīĆĒĢ£ Ļ│äņé░ņåīņÜö ņŗ£Ļ░äņØä ļ╣äĻĄÉĒĢ┤ļ│┤ļ®┤ ļČĆņ×¼ ĻĘĖļŻ╣ 1Ļ│╝ ņŚöņ¦äļŻĖņŚÉ ļīĆĒĢ£ ļäżņŖżĒīģ Ļ▓░Ļ│╝, ņ╝ĆņØ┤ņŖż 4ļź╝ ņĀüņÜ®Ē¢łņØä ļĢī ņŗ£Ļ░äņØ┤ ļŹö ņåīņÜöļÉśņŚłļŗż. ņ╝ĆņØ┤ņŖż 4ņØś Ļ▓ĮņÜ░ ņ╝ĆņØ┤ņŖż 2ņÖĆļŖö ļŗ¼ļ”¼ fxļź╝ ņČöĻ░ĆļĪ£ Ļ│ĀļĀżĒĢśļŖöļŹ░, fxņŚÉ ĒĢ┤ļŗ╣ĒĢśļŖö Ļ▓®ņ×É Ļ│äņé░ĒĢśĻĖ░ ļĢīļ¼ĖņŚÉ ņŗ£Ļ░äņØ┤ ļŹö ņåīņÜöļÉśļ»ĆļĪ£ ņ╝ĆņØ┤ņŖż 4ļź╝ ņĀüņÜ®ĒĢśņśĆņØä ļĢī ņ╝ĆņØ┤ņŖż 2ļ│┤ļŗż ļŹö ļ¦ÄņØĆ ņŗ£Ļ░äņØ┤ ņåīņÜöļÉśņŚłļŗż.
ļČĆņ×¼ĻĘĖļŻ╣ 1ņŚÉ ļ╣äĒĢ┤ ļŹö ļ¦ÄņØĆ ļČĆņ×¼ļź╝ ļ░░ņ╣śĒĢśļŖö ņŚöņ¦äļŻĖņØś ļäżņŖżĒīģņØś Ļ▓ĮņÜ░, Ļ│äņé░ ņŗ£Ļ░äņØĆ ļŹ£ ņåīņÜöĻ░Ć ļÉśļŖöļŹ░ ņØ┤ļŖö ĒģīņŖżĒŖĖ ĒĢĀ ļĢī ņé¼ņÜ®ĒĢ£ ņŚöņ¦äļŻĖņØś ļČĆņ×¼ļōżņØś ĒśĢņāüņØ┤ ļČĆņ×¼ĻĘĖļŻ╣ 1ņŚÉ ļ╣äĒĢ┤ ĒÜīņĀä ļŗ©Ļ│äņŚÉņä£ ļ░░ņ╣śĻ░Ć ļČłĻ░ĆļŖźĒĢ£ Ļ▓ĮņÜ░Ļ░Ć ļ¦ÄņĢśĻĖ░ ļĢīļ¼ĖņØ┤ļŗż.
4. Ļ▓░ ļĪĀ
ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö ņĄ£ņĀüļ░░ņ╣śļź╝ ņ£äĒĢ£ ļäżņŖżĒīģ ņĢīĻ│Āļ”¼ņ”ś ņŚ░ĻĄ¼ļź╝ ņŗżņŗ£ĒĢśņśĆņ£╝ļ®░, ĒŖ╣Ē׳ ņĪ░ņäĀņÜ® ļČĆņ×¼ņŚÉ ļīĆĒĢ£ ļäżņŖżĒīģņØä Ļ│ĀļĀżĒĢśņŚ¼ ĒÜ©ņ£©ņĀüņØĖ Ļ▓░Ļ│╝ļź╝ ņ¢╗ņØä ņłś ņ׳ļŖö ņĀüĒĢ®ļÅä ĒĢ©ņłśņØś ĻĄ¼ņä▒ņŚÉ ļīĆĒĢ┤ ņĢīņĢäļ│┤ņĢśļŗż. ņĪ░ņäĀņÜ® ļČĆņ×¼ņÖĆ ņ×Éņ×¼(ņ×öņ×¼ ĒżĒĢ©)ļŖö ĒśĢņāüĻ│╝ Ēü¼ĻĖ░Ļ░Ć ļŗżņ¢æĒĢśĻ│Ā Ļ│ĀļĀżĒĢ┤ņĢ╝ĒĢśļŖö ņĪ░Ļ▒┤ņØ┤ ļ│Ąņ×ĪĒĢ£ ĒŖ╣ņ¦ĢņØä Ļ░Ćņ¦ĆĻ│Ā ņ׳ļŖö ļäżņŖżĒīģ ļ¼ĖņĀ£ņØ┤ļŗż.
ĻĖ░ņĪ┤ņŚÉ ņŚ░ĻĄ¼ ļÉśņŚłļŹś ņĀüĒĢ®ļÅä ĒĢ©ņłśņŚÉņä£ xņČĢ ļ░Å yņČĢ ļ░®Ē¢źņ£╝ļĪ£ņØś ņŖżĒü¼ļ×®ņØä Ļ│ĀļĀżĒĢśļŖö ĒĢŁ ņØ╝ļČĆļź╝ ņĘ©ņé¼ņäĀĒāØ ļ░Å ņłśņĀĢĒĢśĻ│Ā ņĪ░ĒĢ®ņØä ļŗ¼ļ”¼ĒĢśņŚ¼ ņĀüĒĢ®ļÅä ĒĢ©ņłśļź╝ ĻĄ¼ņä▒ĒĢśņŚ¼ ļ░śļ│ĄņĀüņ£╝ļĪ£ ņŗżĒŚśņØä ņłśĒ¢ēĒĢśņśĆņ£╝ļ®░, ĒŖ╣Ē׳ Ļ░Ćņżæņ╣śļ▓ĢņØä ņé¼ņÜ®ĒĢśņŚ¼ Ļ░ü ĒĢŁņØś ņżæņÜöļÅäļź╝ ĒÅēĻ░ĆĒĢśņŚ¼ ļäżņŖżĒīģņØä ĒÅēĻ░ĆĒĢśļŖö ĻĖ░ņżĆņØä ļ¦īņĪ▒ņŗ£ĒéżļŖö ņĀüņĀłĒĢ£ ņĀüĒĢ®ļÅä ĒĢ©ņłśļź╝ ĻĄ¼ņä▒ĒĢśĻ│Āņ×É ĒĢśņśĆļŗż.
ņØ┤ Ļ│╝ņĀĢņŚÉņä£ Kang(1998)ņŚÉ ņØśĒĢ┤ ņĀ£ņĢłļÉ£ fx, fy, fxyņÖĆ Weng and Kuo(2011)ņŚÉ ņØśĒĢ┤ ņĀ£ņĢłļÉ£ Usage Length, Usage Densityļź╝ Ļ│ĀļĀżĒĢśņśĆļŖöļŹ░, ĻĘĖ Ļ▓░Ļ│╝ ļīĆņ▓┤ņĀüņ£╝ļĪ£ fyņÖĆ Usage Lengthļź╝ ĒżĒĢ©ĒĢśņŚ¼ ĻĄ¼ņä▒ļÉ£ ņĀüĒĢ®ļÅä ĒĢ©ņłśļź╝ ņØ┤ņÜ®ĒĢ£ ļäżņŖżĒīģņØ┤ ņĪ░ņäĀņÜ® Ļ░Ģņ×¼ņØś ĒÜ©ņ£©ņĀüņØĖ ļ░░ņ╣ś ļ░Å ĒÖ£ņÜ® Ļ░ĆļŖźĒĢ£ ņ×öņ×¼ ĒśĢņä▒ņŚÉ Ļ░Ćņן ņĀüĒĢ®ĒĢśļŗżļŖö Ļ▓āņØä ņĢī ņłś ņ׳ņŚłļŗż. ļśÉĒĢ£ Ļ░Ćņżæņ╣śļź╝ ņ¢┤ļ¢╗Ļ▓ī ņĀĢĒĢśļŖÉļāÉņŚÉ ļö░ļØ╝ ļäżņŖżĒīģ Ļ▓░Ļ│╝Ļ░Ć ļ»╝Ļ░ÉĒĢ£ ņśüĒ¢źņØä ļ»Ėņ╣£ļŗżļŖö Ļ▓āņØä ņĢī ņłś ņ׳ļŗż.
ņäĀļ░ĢņØś ņäĀļ»ĖļČĆņØś ļæÉ Ļ░Ćņ¦Ć ļČĆņ×¼ ĻĘĖļŻ╣ņŚÉ ļīĆĒĢ┤ Ļ░üĻ░ü ļäżņŖżĒīģņØä ņŗżņŗ£ĒĢśĻ│Ā, ņżæņĢÖļČĆņÖĆ ņŚöņ¦äļŻĖņØś ļČĆņ×¼ņŚÉ ļīĆĒĢ┤ ļäżņŖżĒīģņØä ņŗżņŗ£ĒĢ£ Ļ▓░Ļ│╝, ņóŗņØĆ Ļ▓░Ļ│╝ļź╝ ļ│┤ņØ┤ļŖö ņĀüĒĢ®ļÅä ĒĢ©ņłśĻ░Ć Ļ░üĻ░ü ļŗżļźĖ Ļ▓āņØä ĒÖĢņØĖĒĢ©ņ£╝ļĪ£ņä£, Ļ│ĀņĀĢļÉ£ ĒĢśļéśņØś ņĀüĒĢ®ļÅä ĒĢ©ņłśļ¦īņØä ņØ┤ņÜ®ĒĢśņŚ¼ ļ¬©ļōĀ ļČĆņ×¼ļź╝ ļäżņŖżĒīģĒĢśļŖö Ļ▓ā ļ│┤ļŗżļŖö ļČĆņ×¼ņØś ĒŖ╣ņä▒ ļ░Å ņé¼ņÜ®ņ×ÉņØś ĒīÉļŗ© ĻĖ░ņżĆņŚÉ ļö░ļØ╝ ņĀüĒĢ®ļÅä ĒĢ©ņłśļź╝ ĻĄ¼ņä▒ĒĢśĻ│Ā ļäżņŖżĒīģņŚÉ ņĀüņÜ®ņŗ£ĒéżļŖö Ļ▓āņØ┤ ļŹö ņĀüņĀłĒĢ£ Ļ▓░Ļ│╝ļź╝ ņ¢╗ņØä ņłś ņ׳ņØä Ļ▓āņØ┤ļØ╝ ĻĖ░ļīĆļÉ£ļŗż.
Ēśäņ×¼ņØś ļäżņŖżĒīģ ņĢīĻ│Āļ”¼ņ”śņØä ņØ┤ņÜ®ĒĢ£ ļČĆņ×¼ ļ░░ņ╣śņŚÉņä£ļŖö ļČĆņ×¼ņØś ļ®┤ņĀüņØä ĻĖ░ņżĆņ£╝ļĪ£ ļé┤ļ”╝ņ░©ņł£ņ£╝ļĪ£ ļ░░ņ╣śļź╝ ņŗżņŗ£ĒĢśļŖöļŹ░, ņČöĒøäņŚÉļŖö ļ░░ņ╣ś ņł£ņä£ļź╝ SA(Simulated annealing) ļō▒ņØä ņØ┤ņÜ®ĒĢśņŚ¼ Ļ░Ģņ×¼ņŚÉ ņŖżĒü¼ļ×®ņØä ļŹ£ ļ░£ņāØņŗ£ĒéżļŖö ņĄ£ņĀüņØś ļ░░ņ╣ś ņł£ņä£ļź╝ ĻĄ¼ĒĢśņŚ¼ ļäżņŖżĒīģ ņĢīĻ│Āļ”¼ņ”śņŚÉ ņĀüņÜ®ĒĢĀ Ļ│äĒÜŹņØ┤ļŗż.




