고유 변형도법과 리메슁 기술을 접목한 블록의 역세팅 형상 예측기술
Prediction Technology of Reverse Setting Block Shape with Inherent Strain Method and Re-meshing Technology
Article information
Abstract
In order to reduce the cost of corrections and time needed for the block assembly process, the reverse setting method is applied for a back-heated block to neutralize deck deformation. The proper reverse setting shape for a back-heated block to correct deformation improved the deck flatness, but an excessive amount of reverse setting could inversely affect the flatness of the block. A prediction method was developed for the proper reverse setting shape using a back-heated block, considering the complex geometry of blocks, thickness of the deck plate, and thermal loading conditions such as welding and back-heating. The prediction method was developed by combining the re-meshing technique and inherent strain-based deformation analysis using the finite element method. Because the flatness deviation was decreased until the lower critical point and thereafter it tended to increase again, the optimum value for which the flatness was the best case was selected by repeatedly calculating the predefined reverse setting values. Based on this analysis and the study of the back-heating deformation of large assembly blocks, including the reverse setting shape, the mechanism for selecting the optimum reverse setting value was identified. The developed method was applied to the actual blocks of a ship, and it was confirmed that the flatness of the block was improved. It is concluded that the developed prediction method can be used to predict the optimum reverse setting shape value of a ship’s block, which will reduce the cost of corrections in the construction stage.
1. 서 론
현재 조선소에서 건조되고 있는 유조선, 컨테이너선, LNG운반선 등 대부분의 대형 선박은 용접을 이용한 블록 건조공법에 의해 생산되고 있다. 부재 조립공정에는 많은 용접이 있으며, 소조립, 중조립, 대조립 각각의 조립공정의 마무리 단계는 화염토치를 이용한 곡직 교정작업으로 마무리 된다. 특히, 대조립 용접작업 후에 이루어지는 변형 교정작업은 국부적인 용접변형 제거에는 도움이 되지만, 이미 대형화된 블록 전체가 활처럼 휘어져 위로 볼록 혹은 아래로 볼록해지는 형태의 글로벌(Global) 변형을 유발하고, 결국 다음 단계인 탑재(Erection) 공정에서 블록 자체를 교정하거나 블록에 조립된 부재의 일부를 해체하여 치수 품질 교정 후 재 조립하는 과정이 필요하게 되어 많은 비용과 시간을 투입해야 하는 문제가 발생한다.
블록 탑재 작업은 선박 건조 기간의 1/3을 차지하는 중요 공정이므로, 블록의 형상 및 치수의 정확성은 탑재작업을 비롯한 선박 건조의 효율성과 밀접한 관계를 갖는다. 따라서 선박 건조 생산성을 향상시키기 위해서는 블록의 조립 과정에 따라 발생하는 용접과 곡직에 의한 변형을 예측하고, 사전에 이 변형의 역형상이 되도록 부재를 역설계하거나 역세팅 조립하여 변형이 발생하더라도 이를 최소화 하여 이후에 요구되는 변형 교정 작업을 없애거나 최소화 해야 한다. 이에 본 연구에서는 블록 단계에서의 용접 혹은 곡직 변형에 의해 발생되는 글로벌(Global)변형을 고유변형도 해석방법(Ha, 2008; Ha and Jang, 2008; Ha and Jang, 2004)을 통해 사전에 예측하고 이를 최소화하기 위한 블록 역세팅 조립 기술을 개발하였고, 이를 실제 블록 조립에 원활히 적용하기 위한 최적 역세팅 형상 예측에 관한 연구를 진행하였다.
2. 블록의 글로벌(Global) 변형과 역세팅 조립기술
2.1 블록의 Global 변형
Fig. 1은 여러 개의 소부재와 중조립 부재로 이루어진 대조립 블록의 사례이다. 블록을 구성하고 있는 소부재의 개수와 위치에 따라 수십, 수백 미터(m)의 용접이 이루어지며, 변형은 수축(Shrinkage)과 각변형(Angular distortion), 굽힘(Bending) 등을 유발하게 된다.
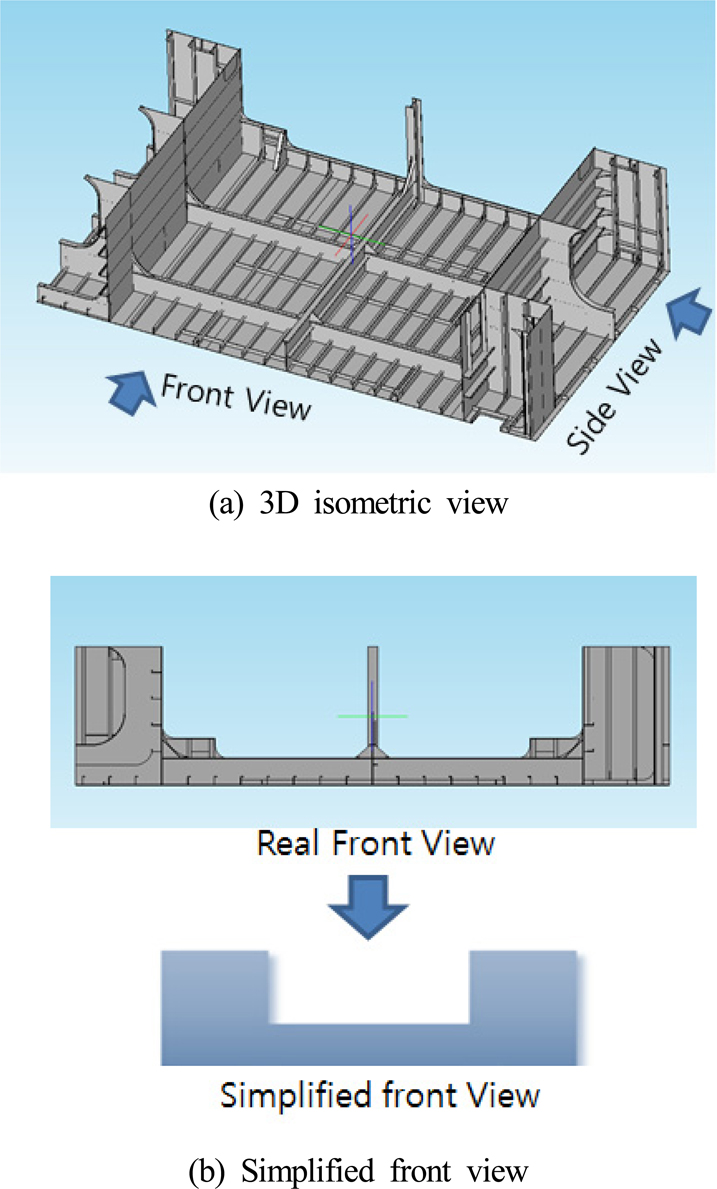
Sample of large assembly block
Fig. 1 (b) 또는 Fig. 2 (a)에 나타낸 정면 단면의 용접 전 단면 형상은 용접 후 Fig. 2 (b)와 같이 변형이 발생하고, 이 변형을 교정하기 위해 Fig. 2 (c)와 같이 이면에 백히팅 작업을 수행한다.

Variation of deformation due to process
하지만, 이러한 백히팅 작업은 블록의 하부에 열 응력을 집중시키는 효과를 가져오게 되며, Fig. 2 (b)와 같은 국부적인 용접변형이 발생한 경우 이를 교정하는 효과를 볼 수 있으나, Fig. 2 (d)와 같이 블록이 전체적으로 위로 볼록 혹은 아래로 볼록해지는 글로벌 변형을 일으키는 문제가 있다. 이러한 글로벌 변형은 블록 전체의 뒤틀림 문제이기 때문에 이후의 탑재공정에서 이웃 블록간의 심각한 치수 불균일을 일으키며, 아래 Fig. 3과 같은 형태로 데크(Deck)가 전체적으로 위로 볼록해지는 형태의 변형을 잔류시킨다.
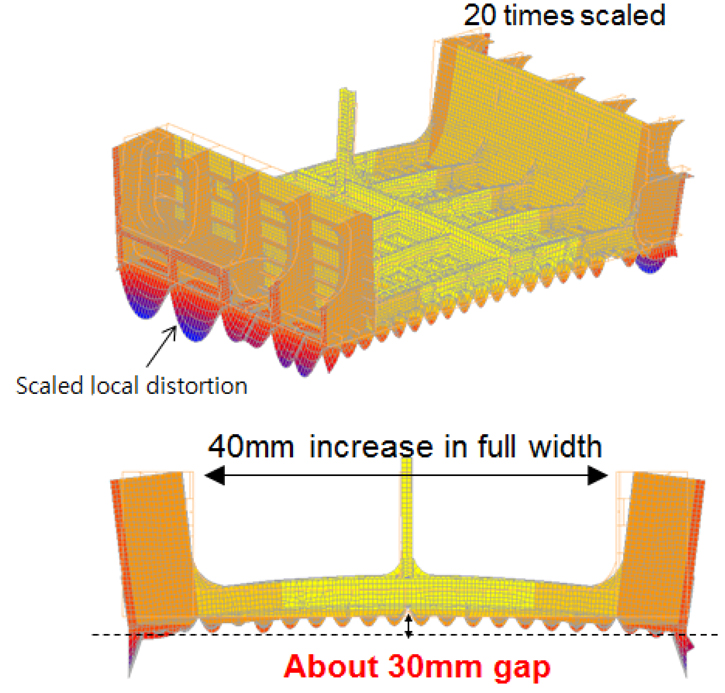
Global distortion shape for large block
이러한 변형은 Fig. 4 (a)같이 내부재에 다시 삼각가열 형태와 같은 히팅(heating)작업에 의한 수많은 곡직작업을 통해 교정되거나, 탑재 공정에서 블록을 교정(Correction) 해야만 한다.

Before and after correction for global distortion
2.2 블록 역세팅 조립기술
블록의 글로벌 변형을 방지하기 위한 역세팅 조립 기술은 Fig. 3과 Fig. 4와 같이 발생하는 변형을 사전에 예측하고, 적절한 조립 방법을 선택하여, 내부재 및 소조립 부재를 Fig. 5와 같이 변형 형상으로 역세팅 하도록 하는 것이다. 이러한 역세팅 조립을 통해, 블록 제작과정에서 발생되는 용접과 곡직에 의해 발생하는 변형을 상쇄할 수 있다.

Schematic reverse setting shape of block
따라서, 블록의 형상에 따라 다르게 발생하는 글로벌(Global) 변형을 최소화 하는 최적 역세팅 형상(δ)을 결정하는 것이 중요하다.
3. 변형도법과 리메슁을 이용한 역세팅 형상 예측기술
3.1 역세팅 적용에 따른 백히팅 변형 거동 분석
백히팅에 의해 블록에 열이 가해지면 백히팅 반대측 면의 온도(Ttop)와 백히팅 면의 온도(Tbot)의 온도 차이에 의해서 각변형(θ)과 부재 횡 방향의 수축변형(δ)이 Fig. 6과 같이 발생한다(Ha et al, 2007; Jang et el, 2002; Jang et el, 2005). 식 (1)과 같이 열팽창계수(α)와 온도 차이(식 (2))에 의한 열 변형(Thermal strain)이 발생하며, 이로 인해 식 (3)과 같이 열에 의해서 윗면과 아랫면은 각각 길이 변화가 발생한다. 윗면(Top face)과 아랫면(Bottom face)의 길이 변화 차이에 의해 각변형(θ)이 발생하게 되는데, 이때 각변형(θ)는 식 (4)와 같이, 횡 방향의 변형(δ)은 식 (5)와 같이 계산 할 수 있다.

Block sectional deformation by back-heating





여기서, Tt, Tb, Ti는 Element의 Top layer 온도, Bottom layer 온도, 초기 온도를 의미하며, α는 고유변형도법에 의해 계산된 가상의 열팽창 계수이다. 또한, L, Lt, Lb는 Element의 초기 길이와 변형된 Top layer, Bottom layer의 길이를 의미한다. 또한, δrotatiom와 δshrinkage는 각각 Element의 회전과 수축에 의한 횡방향의 변위(Displacement)이다.
Fig. 7은 역세팅 형상 적용 여부에 따른 블록의 곡직 변형을 보여주고 있다. 적절한 역세팅 비율이 적용되는 Fig. 7 (b)과 같은 경우 횡방향 수축 변형에 의해서 지지점 사이의 길이를 단축시키기 위해 편평도가 개선된다. 하지만, Fig. 7 (c)와 같이 과도한 역세팅 비율의 적용은 횡방향 팽창 변형을 유발시켜 지지점 사이의 부재에 대하여 길이가 증가하는 방향으로 내력을 발생시켜서 편평도가 악화되는 블록 변형을 유발 할 수 있음을 보이고 있다. 실제 생산에서도 과도한 역세팅 적용에 따른 블록편평도가 악화되는 문제가 수차례 발생되었다. 따라서 최적의 역세팅 값을 구하기 위해서는 경험이나 이론식에 의한 결정은 어려울 것으로 판단되며, 블록의 형상과 변형 발생 경로를 고려하여 최적의 역세팅량을 예측하는 것이 필요하다.
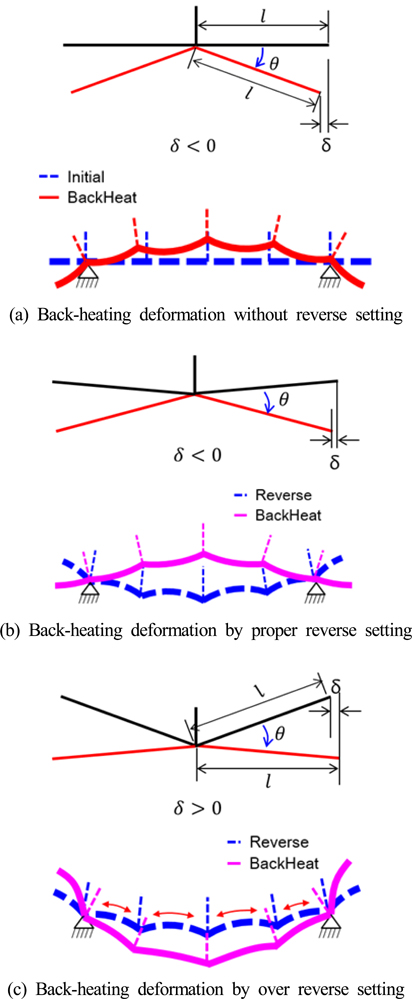
Mechanism of back heating deformation
3.2 변형도법과 리메슁을 이용한 역세팅 형상예측
Fig. 8은 역세팅 형상예측 기술의 작업 순서를 보이고 있는데, 대상 블록 모델 선정 후, Step 1에서는 작업장 기준 백히팅 공정해석을 통해서 용접 후에 적용되는 곡직 변형을 예측한다. 이는 Fig. 3의 변형된 모습을 예측하는 것이다. Step 2에서는 구해진 백히팅 변형량의 역방향 변위에 일정한 비율을 곱한 값을 새로운 절점의 좌표로 적용하여 리메슁을 수행하여 초기 블록의 역형상 모델을 구성한다. 이는 Fig. 5와 같은 역세팅 형상을 생성하는 것이다. Step 3에서는 Step 2에서 구성한 역형상 모델을 이용하여 백히팅 변형 해석을 재 수행하고 예상되는 백히팅 후의 블록 형상을 구한다. 해석에 적용된 백히팅 해석의 수행은 고유변형도법에 기반한 열변형 해석 기술을 적용하며, 기준이 되는 경로 혹은 부재의 전체 변형값을 구하여 설계 기준치 미만의 변형이 발생하는지 판단한다. 만일 기준 이상의 변형을 얻는 역세팅 형상이 예상되면 Step 2의 역세팅 비율을 재조정하여 백히팅 해석을 반복하며, 기준 이하의 변형이 예상되는 역세팅 비율이 결정되면 역세팅 형상을 최종 결정하고 해석을 종료한다.

Prediction of Reverse setting shape.
개발된 역세팅 예측 해석 기술의 적용성을 검토하기 위하여 대조립 블록의 형태를 단순하게 만든 Fig. 9와 같은 표준 모델을 구성하였으며, 모델은 1개의 횡방향(Transverse) 보강재와 10개의 종방향(Longitudinal) 보강재로 구성하였고, 각 보강재는 1.3m 간격으로 배치하였다.

Finite Element Model of Standard block
삼각형 및 사각형 Shell 요소를 사용하였으며, 종 및 횡 방향 보강재의 용접 효과를 모사하기 위해 일반 및 백히팅 구간으로 구분하여 기계 및 열적 물성값을 적용하였으며, 해석은 범용 비선형 유한요소 해석 프로그램인 MSC.Marc 2013 (MSC.Software, 2013)을 사용하였다.
역세팅 비율에 따른 블록의 변형량을 파악하기 위하여 역세팅 비율을 0%부터 100%까지 10% 간격으로 증가시키고 백히팅 해석 결과에 대하여 Fig. 10 (a)와 같이 블록의 센터(Path1)와 끝단(Path2)을 비교하였다. Fig. 10 (b)-(c)에서 RS 20과 RS 100은 역세팅 비율이 20%와 100%인 경우를 의미하며, BH 20과 BH 100은 역세팅 비율 20%와 100%가 적용된 역세팅 형상에 곡직 변형해석을 각각 수행한 것을 의미한다. Fig. 10 (b)에 역세팅 비율이 20% RS20)인 경우와 100%(RS100)인 경우의 횡방향 보강재가 배치된 곳의 백히팅 변형을 비교하였다. 20% 역세팅 비율의 경우는 편평도가 개선되는 결과를 보였으나, 100%의 경우는 편평도가 악화되는 결과를 보였다. 횡방향 보강재가 배치되지 않은 곳의 백히팅 변형은 100%나 20%의 역세팅 비율에 따라 편평도 개선에는 큰 차이가 없음을 확인하였다. 이는 블록의 백히팅에 의한 변형은 역세팅 비율 뿐만 아니라 블록의 종, 횡방향의 강성과 밀접한 관계가 있음을 나타낸다.
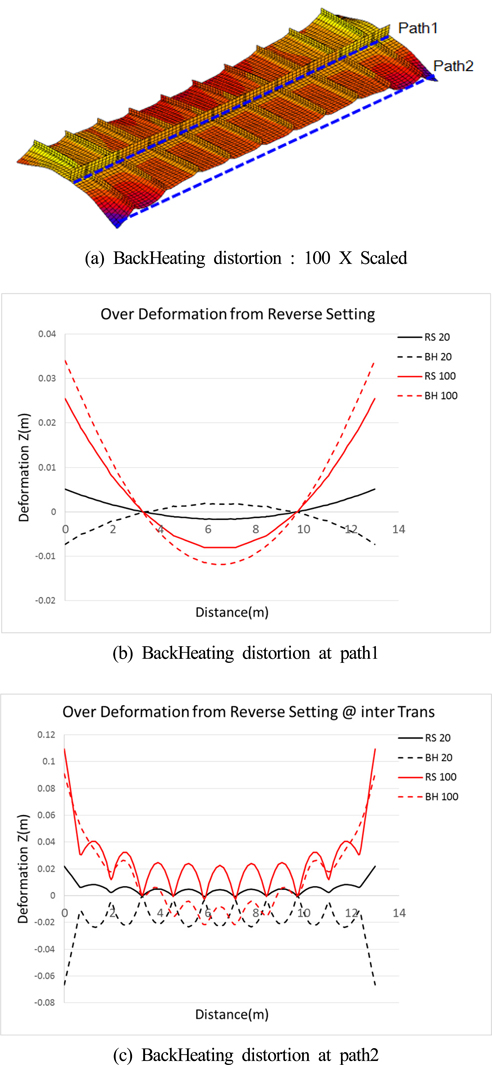
Back-heating deformation with Reverse setting shape of standard block
4. 최적 역세팅 비율의 결정
역세팅 비율의 증감에 따른 블록의 변형 경향을 분석하기 위하여 표준 블록을 이용하여 해석을 수행하였고, 그에 따른 백히팅 변형을 Fig. 11과 같이 분석하였다. Fig. 11 (a)에서 블록의 백히팅 변형은 지지점과 지지점 사이의 중간지점(Center)과 가장자리(Edge)부분에서 정반대의 경향을 보이는데, 역세팅 비율이 증가할 수 록 중간지점에서는 수직 변형이 감소하고 가장자리에서는 증가한다. 즉 Fig. 11 (b)에 보인 바와 같이 수직 방향의 최대 변형 및 최소 변형은 역세팅 적용량과 부재의 배치에 따른 용접, 곡직 열하중의 위치 차이로 인해 중심부가 최대 혹은 가장자리 부분이 최대가 될 수 있으며, 여러 형태의 블록을 대상으로 역세팅량에 따른 변형 편차 경향을 파악한 결과, 모든 블록에서 동일한 경향을 보였다. 따라서 블록의 편평도는 수직방향 최대 변형과 최소 변형의 차로 계산 될 수 있으므로, 최적 역세팅량은 Fig. 12에 보인 바와 같이 블록의 최대 변형량과 최소 변형량의 차이 즉 변형 편차(Deformation variation)가 최소가 될 때의 시점으로 결정될 수 있다.

Back-heating deformation of standard block.
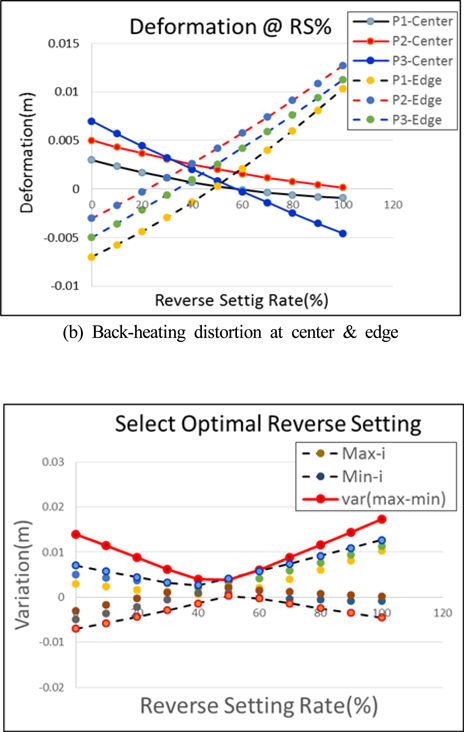
Selection of optimum reverse setting rate.
5. 실제 조립 블록에 적용
개발된 최적 역세팅 비율 및 형상 결정 기술을 실제 Drillship의 유사한 형상의 블록(Fig. 13) 조립 과정에 적용하여 보았다. 적용된 블록은 서로 다른 Drillship의 동일한 구역이며, 일부 부재의 두께가 다르지만 거의 동일한 형태를 가지고 있어 역세팅 기술 적용의 검증을 반복 수행한 결과로 볼 수 있다. 2개의 블록에 적용하기 위해 계산된 역세팅량(δ)와 실제 적용한 역세팅량, 그리고 최종 측정된 값을 Table 1에 정리하였다. 계산된 최적 역세팅 비율과 역세팅 형상(δ)이 적용된 대부분의 결과는 평탄도(Level)가 1mm 이내로 매우 양호한 상태의 최종 블록 형상을 얻을 수 있었다. 블록B의 FR110 경로에서는 조립 작업자의 휴먼에러로 인하여 예측된 역세팅 형상(−2.3mm)보다 많은 량의 역세팅(−6mm)이 적용되어 편평도가 원하는 수준으로 나오지는 않았으나, 목표로 했던 절대치수(2.3mm)와 유사한 3mm의 Global 변형이 상쇄되는 것을 확인할 수 있다.

Drillship Block shape.
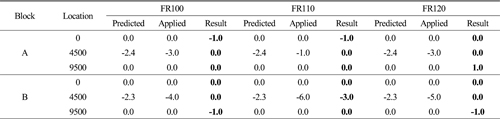
Reverse setting value of blocks (unit : mm)
6. 결 론
블록의 글로벌 변형을 개선하기 위해서 역변형 형상으로 블록을 셋팅하여 조립하는 역세팅 기술을 개발하고 적용하여 다음과 같은 결론을 얻었다.
(1) 블록을 구성하는 부재 치수, Plate 두께, 용접 방향 등에 따라 최적 역세팅 형상을 예측하는 기술을 유한요소법을 활용한 고유변형도 변형해석법과 리메슁 기술을 접목하여 개발하였다.
(2) 표준 블록을 이용한 블록의 백히팅 변형 분석을 통하여 역세팅 비율, 블록의 형상 및 곡직 변형 경로에 따라서 블록의 평탄도가 개선 혹은 악화될 수 있음을 검토하였으며, 이는 최적 역세팅 비율은 블록 형상, 강성 및 백히팅 조건을 동시에 고려하여 결정되어야 하는 것을 의미함을 확인하였다. 특히, 과도한 역세팅의 적용은 오히려 블록의 평탄도를 악화시킬 수 있음을 확인하였다.
(3) 개발된 기술을 실제 Drillship 블록의 조립에 적용하여 블록의 글로벌 변형이 개선됨을 확인하여, 개발된 최적 역세팅 형상 예측 기술의 신뢰도가 확인되었다.
Acknowledgements
본 연구는 삼성중공업(주)의 지원으로 수행된 연구결과 중 일부임을 밝히며, 연구비 지원에 감사드립니다.
References
Ha, Y.S., 2008. Development of Thermal Distortion Analysis Method on Large Shell Structure Using Inherent Strain as Boundary Condition. Journal of the Society of Naval Architects of Korea, 45(1), 93-100.
Ha Y.S.. Development of Thermal Distortion Analysis Method on Large Shell Structure Using Inherent Strain as Boundary Condition. Journal of the Society of Naval Architects of Korea 2008;45(1):93–100. 10.3744/SNAK.2008.45.1.93.Ha, Y.S., Jang, C.D., 2007. An Improved Inherent Strain Analysis for Plate Bending by Line Heating Considering Phase Transformation of Steel. International Journal of Offshore and Polar Engineers, 17(2), 139-144.
Ha Y.S., Jang C.D.. An Improved Inherent Strain Analysis for Plate Bending by Line Heating Considering Phase Transformation of Steel. International Journal of Offshore and Polar Engineers 2007;17(2):139–144.Ha, Y.S., Jang, C.D., 2004. Development of Inherent Strain Method Considering Phase Transformation of Mild Steel in Line Heating. Journal of the Society of Naval Architects of Korea, 41(6), 65-74.
Ha Y.S., Jang C.D.. Development of Inherent Strain Method Considering Phase Transformation of Mild Steel in Line Heating. Journal of the Society of Naval Architects of Korea 2004;41(6):65–74. 10.3744/SNAK.2004.41.6.065.Ha, Y.S., Jang, C.D., Kim, J.T., 2007. Analysis of Post-Weld Deformation at the Heat-Affected Zone Using External Forces Based on the Inherent Strain. International Journal of Precision Engineering and Manufacturing, 8(4), 56-62.
Ha Y.S., Jang C.D., Kim J.T.. Analysis of Post-Weld Deformation at the Heat-Affected Zone Using External Forces Based on the Inherent Strain. International Journal of Precision Engineering and Manufacturing 2007;8(4):56–62.Jang, C.D., Ha, Y.S., Ko, D.E., Moon, S.C., 2002. Determination of Inherent Strain Regions to Estimate Plate Deformation by Line Heating. Journal of the Society of Naval Architects of Korea, 39(1), 82-89.
Jang C.D., Ha Y.S., Ko D.E., Moon S.C.. Determination of Inherent Strain Regions to Estimate Plate Deformation by Line Heating. Journal of the Society of Naval Architects of Korea 2002;39(1):82–89. 10.3744/SNAK.2002.39.1.082.Jang, C.D., Kim, T.H., Ko, D.E., Lamb, T., Ha, Y.S., 2005. Prediction of Steel Plate Deformation due to Triangle Heating using the Inherent Strain Method. Journal of Marine Science Technology, 10(4), 211-216.
Jang C.D., Kim T.H., Ko D.E., Lamb T., Ha Y.S.. Prediction of Steel Plate Deformation due to Triangle Heating using the Inherent Strain Method. Journal of Marine Science Technology 2005;10(4):211–216. 10.1007/s00773-005-0202-5.MSC.Software, 2013. MSC.Marc 2012 Release Note.
MSC.Marc 2012 Release Note 2013.