
1. м„ң лЎ
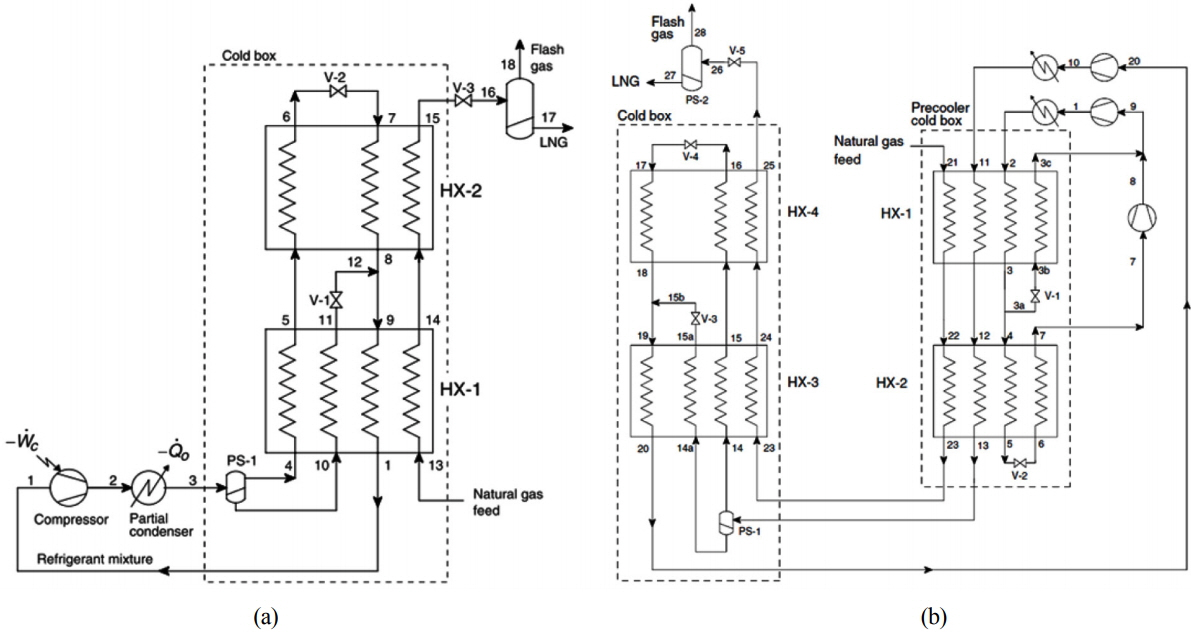
FLNG(Floating liquefied natural gas), нҳ№мқҖ LNG-FPSO(Floating production, storage and offloading)лҠ” н•ҙм–‘м—җм„ң LNGлҘј мғқмӮ°н•ҳлҠ” н•ҙм–‘мӢңм„ӨлЎң, н•ҙм Җл©ҙмқҳ мғҒнғңм—җ нҒ¬кІҢ мҳҒн–Ҙмқ„ л°ӣм§Җ м•Ҡкі мІңн•ҙм—җм„ң мӢ¬н•ҙк№Ңм§Җ м„Өм№ҳк°Җ к°ҖлҠҘн•ҳл©° м„Ө비мқҳ мқҙлҸҷ л°Ҹ мһ¬нҷңмҡ©мқҙ к°ҖлҠҘн•ҳкі , мңЎмғҒм—җ м„Өм№ҳлҗҳлҠ” мӮ¬нҡҢм Ғ лІ•м Ғ м ңм•Ҫмқ„ кІҪк°җн• мҲҳ мһҲлҠ” мһҘм җмқҙ мһҲлӢӨ(Zhao et al., 2011; Mokhatab et al., 2013). LNGлҠ” кё°мІҙмғҒнғңм—җ 비н•ҳм—¬ л¶Җн”јк°Җ м•Ҫ 400-600л°° мӨ„м–ҙл“Өкё° л•Ңл¬ём—җ мІңм—°к°ҖмҠӨмқҳ мӣҗкұ°лҰ¬ мҲҳмҶЎмқ„ мң„н•ҳм—¬ л„җлҰ¬ мӮ¬мҡ©лҗҳкі мһҲмңјл©°, н–Ҙнӣ„ к·ё мҲҳмҡ”мҷҖ кіөкёүмқҙ лҚ”мҡұ мҰқк°Җн• кІғмңјлЎң кё°лҢҖл°ӣкі мһҲлӢӨ. LNGмғқмӮ°м—җ мһҲм–ҙм„ң к°ҖмһҘ н•өмӢ¬мқҙ лҗҳлҠ” кІғмқҖ м•Ўнҷ”кіөм • м„Өкі„ кё°мҲ лЎң 70л…„лҢҖл¶Җн„° лӢӨм–‘н•ң кіөм • м„Өкі„м•Ҳмқҙ м ңмӢңлҗҳм–ҙ мҷ”лӢӨ(Barron, 1985; Venkatarathnam and Timmerhaus, 2008; Timmerhaus and Flynn, 2013). мҙҲкё°м—җлҠ” лӢӨлҘё м„ұ분мқҳ лғүл§ӨлҘј мҲңм°Ём ҒмңјлЎң мқҙмҡ©н•ҳлҠ” ліөн•© мӮ¬мқҙнҒҙмқҙлӮҳ(KanoДҹlu, 2002; Mokhatab and Poe, 2012) лӢЁмқј нҳјн•©л¬јмқ„ лғүл§ӨлЎң мқҙмҡ©н•ҳлҠ” SMR(Single mixed refrigerant)мқ„ мӮ¬мҡ©н•ҳмҳҖлӢӨ(Swenson, 1977; Moein et al., 2015). мқҙнӣ„ лӢӨмӨ‘ мӮ¬мқҙнҒҙ кө¬мЎ°к°Җ лҸ„мһ…лҗҳл©ҙм„ң APCI(Air Products and Chemicals Inc.)м—җм„ң н”„лЎңнҢҗ(C3)мқ„ мӮ¬м „лғүк°Ғмҡ©мңјлЎң мӮ¬мҡ©н•ҳлҠ” C3MR(Propane precooled mixed refrigerant) мқҙ к°ңл°ңлҗҳм–ҙ мӮ°м—…м ҒмңјлЎң л„җлҰ¬ мқҙмҡ©лҗҳм–ҙ мҷ”лӢӨ(Gaumer and Newton, 1973; Lee et al., 2012). ShellмқҖ л‘җк°Җм§Җ нҳјн•©лғүл§ӨлҘј мқҙмҡ©н•ҳлҠ” DMR(Dual mixed refrigerant) лғүк°Ғ кіөм •мқ„ м ңм•Ҳн•ҳмҳҖмңјл©°, C3MRкіј лҸҷкёүмқҳ нҡЁмңЁмқ„ к°Җм§җмқ„ ліҙмҳҖлӢӨ(Buijs et al., 2005; Wang et al., 2012). мөңк·јм—җлҠ” лҶ’мқҖ нҡЁмңЁмқ„ к°–лҠ” мӮјмӨ‘лғүк°ҒмӮ¬мқҙнҒҙ кіөм •мқё AP-Xл“ұмқҳ м„Өкі„к°Җ м ңмӢңлҗҳкі мһҲлӢӨ(Barclay and Yang, 2006; Wang et al., 2012).
н•ҙм–‘ м•Ўнҷ”мӢңм„Өмқҳ кІҪмҡ°, SMRкіј DMRмқҙ м Ғм Ҳн•ң кІғмңјлЎң ліҙкі лҗҳкі мһҲлӢӨ(Barclay and Yang, 2006). кІҪм ңм„ұ к·№лҢҖнҷ”лҘј мң„н•ҳм—¬ нҒ° мҡ©лҹүкіј лҶ’мқҖ нҡЁмңЁмқ„ 추кө¬н•ҳлҠ” мңЎмғҒкіјлҠ” лӢ¬лҰ¬, н•ҙм–‘мқҳ кІҪмҡ° кіөк°„кіј л¬ҙкІҢмқҳ м ңм•Ҫ, мӮ¬кі м—җ лҢҖн•ң лҢҖмІҳ л°Ҹ лҢҖн”јмқҳ м–ҙл ӨмӣҖмңјлЎң мқён•ҳм—¬ лӢЁмҲңн•ң кө¬мЎ°, мү¬мҡҙ мҡҙм „, кІҪлҹү л°Ҹ мҶҢнҳ• м„Ө비лҘј м„ нҳён•ҳлҠ” кІҪн–Ҙмқҙ мһҲлӢӨ(Drysdale and Sylvester-Evans, 1998; Barclay and Yang, 2006; Bukowski et al., 2011, Paik et al., 2011), DMRмқҖ н”„лЎңнҢҗмқ„ нҳјн•©лғүл§ӨлЎң лҢҖмІҙн•ҳм—¬ мң„н—ҳлҸ„лҘј лӮ®м¶”м—Ҳмңјл©°(Shell Global, 2016), SMRмқҖ лӢЁмҲңн•ң кө¬мЎ° л°Ҹ к°ҖліҚкі мһ‘мқҖ м„Ө비лЎң м•„м§ҒлҸ„ н•ҙм–‘м—җм„ң мң нҡЁн•ҳкІҢ м Ғмҡ©лҗҳкі мһҲлӢӨ(Barclay and Yang, 2006).
SMRмқҳ кІҪмҡ°, мғҒлҢҖм ҒмңјлЎң мһ‘мқҖ мғқмӮ°мҡ©лҹүмңјлЎң мқён•ҳм—¬ мғқмӮ°лҹүмқ„ лҠҳлҰ¬л Өл©ҙ мҶҢмҡ©лҹү лӘЁл“Ҳмқ„ лі‘л ¬л°°м№ҳн•ҳлҠ” лӢӨмӨ‘ нҠёл Ҳмқё(Multi-train) кө¬мЎ°лҘј мұ„нғқн•ҳкі мһҲлӢӨ. Lavaca bay FLNGмқҳ кІҪмҡ°, SMR 4нҠёл Ҳмқёмқҙ кі„нҡҚлҗҳм—Ҳм—ҲлҠ”лҚ°(Corneliussen and SamnГёy, 2015), нҠёл Ҳмқёмқҳ к°ңмҲҳ мҰқк°ҖлҠ” кі§ мһҘм№ҳмҲҳк°Җ мҰқк°Җн•ҳлҠ” кІғмқ„ мқҳлҜён•ҳл©°, мқҙлҠ” лҲ„м¶ң л№ҲлҸ„лҘј мҰқк°ҖмӢңмјң мһ мһ¬м Ғ мң„н—ҳлҸ„лҘј лҶ’мқј мҲҳ мһҲлӢӨ. мқҙлҹ¬н•ң мһ мһ¬м Ғ мң„н—ҳм„ұмқҖ к°ңл…җм„Өкі„лӮҳ кё°ліём„Өкі„лӢЁкі„м—җм„ңлҠ” мһҳ л“ңлҹ¬лӮҳм§Җ м•Ҡм•„ нҢҢм•…н•ҳкё° м–ҙл Өмҡ°лӮҳ, мқҙнӣ„ м •лҹүм Ғ мң„н—ҳлҸ„ нҸүк°Җ(QRA, Quantitative risk assessment)лҘј кұ°м№ҳл©° м„Өкі„ ліҖкІҪ мӣҗмқёмқ„ м ңкіөн• мҲҳ мһҲлҠ” мһ мһ¬мҡ”мқёмқҙ лҗңлӢӨ. мқҙлҘј лҢҖ비н•ҳкё° мң„н•ҙм„ңлҠ” к°ңл…җ м„Өкі„ лӢЁкі„л¶Җн„° м•Ҳм „м—җ лҢҖн•ң нҶөм°°мқ„ м„Өкі„ л°ҳмҳҒн• мҲҳ мһҲм–ҙм•ј н•ңлӢӨ.
кіөм • м„Өкі„ л°Ҹ мөңм Ғнҷ” л¶Җл¬ём—җ мһҲм–ҙм„ң л§ҺмқҖ м—°кө¬мһҗл“Өмқҙ SMR л°Ҹ DMRм•Ўнҷ”кіөм •мқ„ 비көҗ нҸүк°Җн•ҳм—¬ мҷ”мңјлӮҳ, нҡЁмңЁм—җ мҙҲм җмқ„ л§һм¶ҳ кІҪмҡ°к°Җ л§ҺлӢӨ. Barclay and Yang(2006)мқҖ SMR л°Ҹ DMR м•Ўнҷ”кіөм •м—җ лҢҖн•ҙм„ң нҸүк°Җн•ҳкі н•ҙм–‘мӢңм„Өмқ„ мң„н•ҙм„ңлҠ” SMRмқҙ 충분нһҲ лҶ’мқҖ нҡЁмңЁмқ„ ліҙмқёлӢӨкі кІ°лЎ м§Җм—ҲлӢӨ. Xu et al.(2013), Xu et al.(2014a)мҷҖ Xu et al.(2014b) л“ұмқҖ SMR лғүл§ӨмЎ°м„ұмқ„ лӢӨм–‘н•ң мЎ°кұҙ н•ҳм—җм„ң мөңм Ғнҷ”н•ҳмҳҖлӢӨ. Khan et al.(2012)мҷҖ Khan et al.(2013)мқҖ лӢӨм–‘н•ң м•Ңкі лҰ¬мҰҳмқ„ мқҙмҡ©н•ҳм—¬ SMRкіөм • нҡЁмңЁмқ„ мөңм Ғнҷ”н•ҳмҳҖлӢӨ. Lee et al.(2012)мқҖ FLNGм—җ м Ғн•©н•ң SMR кө¬м„ұм•Ҳмқ„ м ңмӢңн•ҳкі к°ңм„ лҗң нҡЁмңЁмқ„ ліҙмҳҖлӢӨ. мқҙмҷём—җлҸ„ лӢӨлҘё л§ҺмқҖ м—°кө¬мһҗл“ӨмқҙSMR/DMR кіөм • нҡЁмңЁ к°ңм„ м—°кө¬лҘј мҲҳн–үн•ҳм—¬ мҷ”лӢӨ(Buijs et al., 2005; Aspelund et al., 2010; Lim et al., 2010; Bukowski et al., 2011; Pwaga, 2011; Hwang et al., 2013; Corneliussen and SamnГёy, 2015; Moein et al., 2015). SMR мң„н—ҳлҸ„м—җ лҢҖн•ң м—°кө¬ лҳҗн•ң л§Һмқҙ мҲҳн–үлҗҳм–ҙ мҷ”мңјлӮҳ, DMRкіј 비көҗн•ҳм—¬ м •лҹүм ҒмңјлЎң 분м„қн•ң м—°кө¬лҠ” л§Һм§Җ м•ҠлӢӨ. Talib and Price(2011), Talib and Germinder(2016)лҠ” SMRмқҙ н•ҙм–‘ мғҒл¶Җ кіөм •м—җ м Ғмҡ©н•ҳкё° мўӢмқҖ м„ нғқм§Җмқҙл©° мң„н—ҳлҸ„ лҳҗн•ң лӮ®лӢӨкі м–ёкёүн•ҳкі мһҲмңјлӮҳ, кө¬мІҙм Ғмқё мң„н—ҳлҸ„ нҸүк°Җ кІ°кіјлҘј ліҙмқҙкі мһҲм§ҖлҠ” м•ҠлӢӨ. Kim et al.(2013)мқҖ FLNGлҠ” SMRмқҙ нҡЁмңЁмқҙ лҶ’кі мһҘм№ҳмҲҳ л°Ҹ кіөк°„мқҙ мһ‘мқҖ мһҘм җмқҙ мһҲмңјл©°, нҡЁмңЁмқҙ лҶ’кё° л•Ңл¬ём—җ мң„н—ҳлҸ„лҘј кі л Өн•ҳм—¬лҸ„ м§ҲмҶҢ нҢҪм°Ҫ м•Ўнҷ”кіөм •м—җ 비н•ҙм„ң нҸүмғқмЈјкё° 비мҡ©мқҙ мң лҰ¬н•ҳлӢӨкі ліҙкі н•ҳкі мһҲмңјлӮҳ, мң„н—ҳлҸ„к°Җ кө¬мІҙм ҒмңјлЎң м–ҙл–»кІҢ 비көҗк°Җ лҗҳм—ҲлҠ”м§ҖлҠ” мғҒм„ёнһҲ кё°мҲ лҗҳм§Җ м•Ҡм•ҳлӢӨ. Hocquet(2013)мқҖ нҸӯл°ң мң„н—ҳлҸ„ 분м„қ л°©лІ•лЎ мқ„ м„ӨлӘ…н•ҳкі FLNGм—җ м Ғмҡ©н•ҳлҠ” кІҪмҡ°мқҳ л¬ём ңм җмқ„ м„ӨлӘ…н•ҳмҳҖмңјлӮҳ, м•Ўнҷ”кіөм • ліҖкІҪмӢң л°ңмғқн•ҳлҠ” м°Ёмқҙм—җ лҢҖн•ҙм„ңлҠ” м–ёкёүн•ң л°” м—ҶлӢӨ. Kim et al.(2014)м—җм„ңлҠ” SMRмқҳ лӮҙмһ¬лҗң мң„н—ҳлҸ„мҷҖ 비мҡ©мқ„ мөңмҶҢнҷ”н•ҳлҠ” мөңм Ғнҷ”м—°кө¬лҘј мҲҳн–үн•ҳмҳҖмңјлӮҳ, лӢЁмқј нҠёл Ҳмқём—җм„ңл§Ң мҲҳн–үлҗң кІғмқҙл©° DMRкіјмқҳ 비көҗлҠ” мқҙлЈЁм–ҙм§Җм§Җ м•Ҡм•ҳлӢӨ. Dan et al.(2014)мқҖ DMRкіөм •мқҳ нҷ”мһ¬нҸӯл°ң 분м„қмқ„ мҲҳн–үн•ҳкі SIL(Safety integrity level)мқ„ л§ҢмЎұн•ҳкё° мң„н•ҳм—¬ мҡ”кө¬лҗҳлҠ” ліҙнҳёмёөм—җ лҢҖн•ҳм—¬ м—°кө¬лҘј мҲҳн–үн•ҳмҳҖмңјлӮҳ, лӢӨлҘё м•Ўнҷ”кіөм •кіјмқҳ 비көҗлҠ” мқҙлЈЁм–ҙм§Җм§Җ м•Ҡм•ҳлӢӨ. Lee et al.(2015) л°Ҹ Yu et al.(2015)м—җм„ңлҠ” N2 нҢҪм°Ҫ, SMR, DMR м•Ўнҷ”кіөм •мқҳ м„Өкі„ кі л Өм җмқ„ 비көҗн•ҳмҳҖмңјлӮҳ кІ°кіјлҠ” м •м„ұм ҒмңјлЎң 비көҗлҗҳм—Ҳкі м •лҹүм Ғмқё м •ліҙлҠ” м ңкіөлҗҳм§Җ м•Ҡм•ҳлӢӨ.
ліё л…јл¬ём—җм„ңлҠ” нҸӯл°ң мң„н—ҳлҸ„ 분м„қ л°©лІ•лЎ мқ„ м°Ёмҡ©н•ҳм—¬ к°ңл…җм„Өкі„лӢЁкі„м—җм„ң лӢӨлҘё м •ліҙк°Җ лҸҷмқјн•ҳлӢӨкі к°Җм •н•ҳлҠ” кІҪмҡ° лҸҷмқјн•ң мғқмӮ°мҡ©лҹүмқ„ к°Җм§ҖлҠ” SMR м•Ўнҷ”кіөм •кіј DMRм•Ўнҷ”кіөм •мқҳ мһ мһ¬м Ғ нҸӯл°ң мң„н—ҳлҸ„лҘј 비көҗн•ҳм—¬ мғҒлҢҖм Ғ мһ мһ¬ мң„н—ҳлҸ„лҘј лҸ„м¶ңн•ҳкі мһҗ н•ҳмҳҖлӢӨ. мқҙлҘј мң„н•ҳм—¬ SMR л°Ҹ DMR м•Ўнҷ”кіөм •мқ„ лӘЁмӮ¬н•ҳкі мқҙлҘј мөңм Ғнҷ”н•ҳм—¬ нҡЁмңЁмқ„ к·№лҢҖнҷ” н•ҳмҳҖкі , мөңм Ғнҷ”лҗң мҡҙм „мЎ°кұҙм—җм„ң нҸӯл°ң мң„н—ҳлҸ„лҘј 분м„қн•ҳм—¬ м–ҙл– н•ң м°Ёмқҙк°Җ лӮҳнғҖлӮҳлҠ”м§ҖлҘј м—°кө¬н•ҳмҳҖлӢӨ.
2. л°°кІҪм§ҖмӢқ-нҸӯл°ң мң„н—ҳлҸ„ 분м„қ л°©лІ•лЎ
нҸӯл°ңмқҖ к°ҖмҠӨмқҳ кёүкІ©н•ң нҢҪм°ҪмңјлЎң мқён•ҳм—¬ м—җл„Ҳм§Җк°Җ л°©м¶ңлҗҳлҠ” нҳ„мғҒмңјлЎң нҸӯл°ң мң„н—ҳлҸ„ 분м„қ л°©лІ•лЎ мқҖ мӮ¬кі л°ңмғқ л№ҲлҸ„(Frequency)мҷҖ к·ё кІ°кіј(Consequence)лҘј лҸҷмӢңм—җ кі л Өн•ҳм—¬ нҸүк°Җн•ңлӢӨ. нҶөмғҒ н•ҙм–‘мӢңм„Өмқҳ м•Ҳм „м„ұмқ„ нҸүк°Җн•ҳкё° мң„н•ҳм—¬ мҲҳн–үлҗҳлҠ” QRAмқҳ мқјл¶ҖлЎңмҚЁ л§Һмқҙ нҷңмҡ©лҗҳл©°, мқјл°ҳм Ғмқё м Ҳм°ЁлҠ” лӢӨмқҢкіј к°ҷлӢӨ. (1) нҸӯл°ң мӢңлӮҳлҰ¬мҳӨлҘј мҲҳлҰҪ. лҲ„м¶ңмқҳ мң„м№ҳ, лҲ„м¶ң к°ҖмҠӨмқҳ л°©н–Ҙ, лҲ„м¶ңк°ҖмҠӨмқҳ м–‘, л°”лһҢмқҳ л°©н–Ҙ л°Ҹ мҶҚл Ҙ л“ұмқ„ кі л Ө(Vinnem, 2014). к°ңл…җм„Өкі„ лӢЁкі„м—җм„ң л¶ҖмЎұн•ң м •ліҙл“ӨмқҖ кё°мЎҙ мҲҳн–үмқҙл Ҙм—җм„ң к°ҖмһҘ нҷ•лҘ мқҙ лҶ’мқҖ мӢңлӮҳлҰ¬мҳӨл“ӨлЎңл¶Җн„° м°Ёмҡ© к°ҖлҠҘ(Dan et al., 2014). (2) нҸӯл°ң л№ҲлҸ„лҘј 추мӮ°. мқјл°ҳм ҒмңјлЎң нҸӯл°ңл№ҲлҸ„лҠ” лҲ„м¶ң л№ҲлҸ„мҷҖ м җнҷ” нҷ•лҘ мқҳ кіұмңјлЎң лӮҳнғҖлӮҙм§Җл©°, лҲ„м¶ң л№ҲлҸ„мҷҖ м җнҷ”нҷ•лҘ мқҖ нҶөкі„м Ғ лҚ°мқҙн„°лҘј кё°л°ҳмңјлЎң м–»мқ„ мҲҳ мһҲлӢӨ(OGP, 2010a; OGP, 2010b). (3) нҸӯл°ң кІ°кіјм—җ лҢҖн•ҳм—¬ нҸүк°Җ. мқјл°ҳм ҒмңјлЎң нҸӯл°ңлЎң мқён•ҳм—¬ л°ңмғқн•ҳлҠ” кіјм••(Overpressure)мңјлЎң нҸүк°ҖлҗңлӢӨ. ліҙлӢӨ м •көҗн•ң м—°мӮ°мқ„ мң„н•ҙм„ң м „мӮ°мң мІҙн•ҙм„қ кё°лІ•мқҙ м Ғмҡ©лҗ мҲҳ мһҲмңјлӮҳ, л°°м№ҳм—җ лҢҖн•ң м •ліҙк°Җ л¶ҖмЎұн•ҳкі л№ лҘё нҸүк°Җк°Җ мҡ”кө¬лҗҳлҠ” к°ңл…җм„Өкі„лӢЁкі„м—җм„ңлҠ” лӢЁм¶• лӘЁлҚёмқ„ мқҙмҡ©н•ҳлҠ” кІғмқҙ кІҪм ңм ҒмқҙлӢӨ. TNT(Trinitrotoluene) л“ұк°ҖлӘЁлҚёмқҖ TNTнҸӯл°ң мӢӨн—ҳмқ„ кё°л°ҳмңјлЎң м–»мқҖ мөңлҢҖкіјм••кіј нҷҳмӮ°кұ°лҰ¬мқҳ кІҪн—ҳмӢқмқ„ кё°л°ҳмңјлЎң н•ҳл©°, л№ лҘё кі„мӮ°мқҙ к°ҖлҠҘн•ң мһҘм җмңјлЎң мқён•ҳм—¬ нҳ„мһ¬к№Ңм§ҖлҸ„ л„җлҰ¬ мӮ¬мҡ©лҗҳкі мһҲлӢӨ(Crowl et al., 2003). (4) мң„н—ҳлҸ„ 분м„қмқ„ мң„н•ҙм„ңлҠ” лӢӨм–‘н•ң нҸүк°Җкё°мӨҖмқҙ мӮ¬мҡ©лҗ мҲҳ мһҲлҠ”лҚ°, н•ҙм–‘ нҸӯл°ң мң„н—ҳлҸ„ 분м„қм—җм„ң мў…мў… мқҙмҡ©лҗҳлҠ” н•ң мҳҲлҠ” мҙҲкіјлҲ„м ҒлҸ„н‘ң(Exceedance diagram)лҘј мқҙмҡ©н•ҳлҠ” л°©лІ•мқҙлӢӨ(Vinnem, 2014). мқҙлҠ” мЈјм–ҙ진 кіјм••ліҙлӢӨ лҶ’мқҖ кіјм••мқҙ л°ңмғқн• мҲҳ мһҲлҠ” л№ҲлҸ„лҘј лҲ„м Ғн•ҳм—¬ лӮҳнғҖлӮё лҸ„н‘ңлЎң н—Ҳмҡ©к°ҖлҠҘн•ң л№ҲлҸ„лҘј л§ҢмЎұн•ҳлҠ” кіјм••мқ„ нҸүк°Җн•ҳлҠ”лҚ° мӮ¬мҡ©лҗ мҲҳ мһҲлӢӨ. Fig. 1мқҖ к·ё мҳҲлЎң н•ҙм–‘ мӢңм„Өмқҳ кІҪмҡ° ALARP(As low as reasonably practicable) кё°мӨҖл№ҲлҸ„мқё м—°к°„ 10-4л№ҲлҸ„лҘј л§Һмқҙ мӮ¬мҡ©н•ңлӢӨ. нҶөмғҒ QRAлӢЁкі„м—җм„ң нҸӯл°ң мң„н—ҳлҸ„ 분м„қмқҖ мһҘ비лӮҙмқҳ мң мІҙм •ліҙлҠ” л¬јлЎ , к°Ғ мһҘ비мқҳ нҒ¬кё° л°Ҹ л°°м№ҳ, мһҘ비к°Җ нҸ¬н•Ёлҗң лӘЁл“Ҳк°„мқҳ л°°м№ҳ, лӢӨм–‘н•ң ліҖнҷ”к°Җ к°ҖлҠҘн•ң мҷёл¶ҖмЎ°кұҙмқ„ кі л Өн•ҳм—¬ лӢӨмҲҳмқҳ мӢңлӮҳлҰ¬мҳӨ мҲҳлҰҪ л°Ҹ нҸүк°Җк°Җ н•„мҡ”н•ҳлӢӨ. мқҙлҠ” л§ҺмқҖ м •ліҙлҹүкіј 비мҡ© нҲ¬мһҗлҘј мҡ”кө¬н•ҳлҜҖлЎң, к°ңл…җм„Өкі„ лӢЁкі„м—җм„ңлҠ” м ңлҢҖлЎң мқҙлЈЁм–ҙм§Җкё° м–ҙл Өмҡҙ л¬ём ңм җмқҙ мһҲлӢӨ. ліё м—°кө¬м—җм„ңлҠ” 2мў…лҘҳмқҳ м•Ўнҷ”кіөм •м—җ лҢҖн•ҳм—¬ к°ңл…җм„Өкі„ лӢЁкі„м—җм„ңмқҳ мһ мһ¬м Ғ нҸӯл°ң мң„н—ҳлҸ„лҘј 비көҗн•ҳкё° мң„н•ҳм—¬ кё°мЎҙ нҸӯл°ң мң„н—ҳлҸ„ 분м„қ л°©лІ•лЎ мқ„ м°Ёмҡ©, к°Җм •мқ„ нҶөн•ҳм—¬ мӢңлӮҳлҰ¬мҳӨлҘј лӢЁмҲңнҷ”н•ҳм—¬ м •ліҙк°Җ л¶ҖмЎұн•ң мғҒнғңм—җм„ңлҸ„ мң„н—ҳм„ұ 분м„қмқ„ мҲҳн–ү, кіөм •мқҙ к°Җм§Җкі мһҲлҠ” лӮҙмһ¬м Ғ мң„н—ҳлҸ„лҘј 분м„қн•ҳкі мһҗ н•ҳмҳҖлӢӨ.
3. лӘЁлҚёл§Ғ л°Ҹ мӢң뮬л Ҳмқҙм…ҳ
ліё м—°кө¬м—җм„ңлҠ” SMRкіј DMR м•Ўнҷ”кіөм • лӘЁмӮ¬н•ҳкі мқҙлҘј мөңм Ғнҷ”н•ң л’Ө, лҲ„м¶ң мӢңлӮҳлҰ¬мҳӨ л°Ҹ кІ©лҰ¬ кө¬к°„(Isolated segments)мқ„ м •мқҳн•ҳмҳҖлӢӨ. к°Ғ кІ©лҰ¬ кө¬к°„ лӮҙмқҳ мң мІҙ мһ¬кі лҹү(Inventory)лі„лЎң лҲ„м¶ң мң„м№ҳ л°Ҹ мң лҹүм—җ лҢҖн•ң мӢңлӮҳлҰ¬мҳӨк°Җ м •мқҳлҗҳм—Ҳкі , ліҖмҲҳл“ӨмқҖ ліҙмҲҳм ҒмңјлЎң к°ҖмһҘ м•Ҳ мўӢмқҖ кІҪмҡ°лҘј кё°мӨҖмңјлЎң м„ нғқлҗҳм—ҲлӢӨ. Fig. 2лҠ” SMR л°Ҹ DMRкіөм •мқҳ PFD (Process flow diagram)мқ„ лӮҳнғҖлӮҙм—ҲлӢӨ. кіөм • лӘЁмӮ¬лҠ” Aspen HYSYS V8.8, Peng-Robinson EOSлҘј мқҙмҡ©н•ҳм—¬ мҲҳн–үлҗҳм—Ҳмңјл©°, мҙҲкё°к°’мқҖ Venkatarathnam and Timmerhaus(2008)мқҳ л¬ён—Ңмқ„ кё°л°ҳмңјлЎң кІ°м •лҗҳм—ҲлӢӨ. мң м „ м•Ңкі лҰ¬мҰҳмқ„ мқҙмҡ©н•ҳм—¬ м—җл„Ҳм§Җ мҶҢлӘЁлҹүмқ„ мөңмҶҢнҷ”н•ҳлҠ” л°©н–Ҙмқ„ мөңм Ғнҷ”н•ҳмҳҖлӢӨ. мң м „ мөңм Ғнҷ” м•Ңкі лҰ¬мҰҳмқҖ м§Җм—ӯ мөңм Ғнҷ”лҘј нҷ•лҘ м ҒмңјлЎң к·№ліөн• мҲҳ мһҲлҠ” мң мӮ¬м „м—ӯ мөңм Ғнҷ” м•Ңкі лҰ¬мҰҳмңјлЎң лҸ„н•ЁмҲҳ м—°мӮ°мқ„ мҡ”кө¬н•ҳм§Җ м•Ҡм•„ м—°мӮ°мӢқ м ‘к·јмқҙ н—Ҳмҡ©лҗҳм§Җ м•ҠлҠ” мҶҢн”„нҠёмӣЁм–ҙмҷҖ м—°кІ°н•ҳм—¬ мӮ¬мҡ©н•ҳкё° мң лҰ¬н•ҳлӢӨ. SMRм—җм„ңлҠ” лғүл§Өмқҳ мң лҹү, нҳјн•©лғүл§Өмқҳ мЎ°м„ұ(N2, C1, C2, C3, nC4), м••л Ҙ(4лӢЁ 압축)мқҳ 10к°ң ліҖмҲҳлҘј, DMRм—җм„ңлҠ” мӮ¬м „лғүк°Ғ(Precooler) мӮ¬мқҙнҒҙмқҳ лғүл§Ө мң лҹү, л¶„н• л№„мңЁ, лғүл§Ө мЎ°м„ұ(C2, C3, nC4), м••л Ҙ(3лӢЁ 압축) л°Ҹ ліёлғүк°Ғ мӮ¬мқҙнҒҙмқҳ лғүл§Өмң лҹү, лғүл§ӨмЎ°м„ұ(N2, C1, C2, C3), м••л Ҙ(4лӢЁ 압축)мқҳ 16к°ң ліҖмҲҳлҘј мөңм Ғнҷ” ліҖмҲҳлЎң м„ м •н•ҳмҳҖлӢӨ. мөңм Ғнҷ” м•Ңкі лҰ¬мҰҳ мӢӨн–үмқ„ мң„н•ҳм—¬ MATLAB R2014bмқҙ м—°лҸҷ мӢӨн–ү лҗҳм—Ҳкі , мқёкө¬мҲҳ л°Ҹ м„ёлҢҖмҲҳ 50мқҙ м Ғмҡ©лҗҳм—ҲлӢӨ. л“ұмӢқ м ңм•ҪмЎ°кұҙмқҖ мӢң뮬л Ҳмқҙн„° лӮҙл¶Җ мҲҳл ҙмЎ°кұҙмқ„ мқҙмҡ©н•ҳмҳҖмңјл©°, л¶Җл“ұмӢқ м ңм•ҪмқҖ м—ҙкөҗнҷҳкё°мқҳ мөңмҶҢмҳЁлҸ„м°Ёк°Җ 3лҸ„ мқҙмғҒмһ„мқ„ к°Җм •н•ҳмҳҖлӢӨ. Table 1мқҖ мөңм Ғнҷ”м—җ м Ғмҡ©лҗң кі„мҲҳ л°Ҹ л¶Җл“ұмӢқ м ңм•ҪмЎ°кұҙмқ„ лӮҳнғҖлӮёлӢӨ.
ліё м—°кө¬м—җм„ңлҠ” лӢЁлҸ…мңјлЎң мҡҙм „ к°ҖлҠҘн•ң к°ҖмһҘ мһ‘мқҖ м„Ө비집합мІҙмқё нҠёл Ҳмқёмқҳ мҡ©лҹүкіј к°ңмҲҳлҘј кі л Өн•ҳм—¬ Table 2мҷҖ к°ҷмқҙ3к°Җм§Җ мӮ¬лЎҖлҘј к°Җм •н•ҳкі мқҙлҘј кё°л°ҳмңјлЎң мӢңлӮҳлҰ¬мҳӨлҘј кө¬м¶•н•ҳмҳҖлӢӨ. SMRмқҳ кІҪмҡ° мөңлҢҖ нҠёл Ҳмқё мҡ©лҹүмқҙ 1MTPA (Million tons per annum) мқҙн•ҳлЎң м•Ңл Өм ё мһҲмңјлҜҖлЎң(Mokhatab and Poe, 2012; Mokhatab et al., 2013), 3.6MTPAмғқмӮ°(Case 3)мқ„ мң„н•ҙм„ңлҠ” 4к°ңмқҳ нҠёл Ҳмқёмқҙ н•„мҡ”н•ҳлӢӨкі к°Җм •н•ҳмҳҖлӢӨ. DMRмқҳ кІҪмҡ° нҠёл Ҳмқё мҡ©лҹү н•ңкі„к°Җ лҶ’мңјлҜҖлЎң к°Ғ мғқмӮ°мҡ©лҹүлі„лЎң лӢЁмқј нҠёл ҲмқёмңјлЎң кө¬м„ұн•ҳлҠ” кІғмңјлЎң к°Җм •н•ҳмҳҖлӢӨ(Pek and van der Velde, 2013).
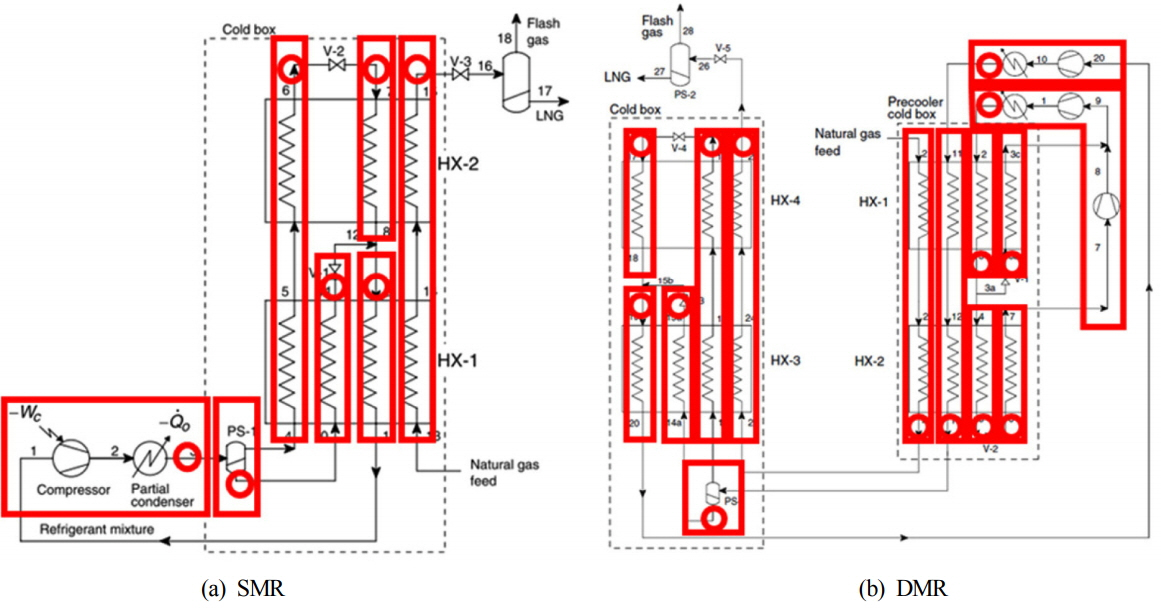
кіөм • лӘЁмӮ¬ кІ°кіјлҘј кё°л°ҳмңјлЎң мЈјмҡ” кіөм • м„Ө비(분лҰ¬кё°, м—ҙкөҗнҷҳкё°, 압축기 л“ұ)лҘј кё°л°ҳмңјлЎң кІ©лҰ¬ кө¬к°„мқ„ н• лӢ№н•ҳкі к°Ғ кө¬к°„лӮҙмқҳ мң мІҙмһ¬кі лҹү(Inventory)мқ„ м—°мӮ°н•ҳмҳҖлӢӨ. Fig 3кіј к°ҷмқҙ SMRкіөм •мқҳ кІҪмҡ° 7к°ңмқҳ кө¬к°„ л°Ҹ к·ё мһ¬кі лҹүмқ„, DMRкіөм •мқҳ кІҪмҡ° 14к°ңмқҳ кө¬к°„ л°Ҹ к·ё мһ¬кі лҹүмқ„ нҸүк°Җн•ҳмҳҖлӢӨ. мҲҳм§Ғ분лҰ¬кё°(Vertical separataor)мқҳ нҒ¬кё°лҠ” API л°Ҹ GPSA м¶”м •лІ•мқ„ мқҙмҡ©н•ҳм—¬ кі„мӮ°лҗҳм—Ҳмңјл©°(API, 2009; GPSA, 2012), м—ҙкөҗнҷҳкё°мқҳ нҒ¬кё°лҠ” Aspen exchanger design rating V8.8 (EDR)мқ„ мқҙмҡ©н•ҳм—¬ 추мӮ°лҗҳм—ҲлӢӨ. лҲ„м¶ңм җмқҖ ліҙмҲҳм ҒмңјлЎң к°Ғк°Ғмқҳ кІ©лҰ¬ кө¬к°„м—җм„ң мөңлҢҖмқҳ мң м¶ңлҹүмқ„ мң л°ңн•ҳлҠ” мң„м№ҳлЎң к°Җм •лҗҳм—Ҳмңјл©°, лҲ„м¶ңм§ҒкІҪмқҖ 30mm, 100mm, 200mmмқҳ м„ёк°Җм§Җ кІҪмҡ°лҘј к°Җм •н•ҳмҳҖлӢӨ. нҸӯл°ңмң„н—ҳлҸ„мқҳ кІҪмҡ° л°”лһҢмқҳ м„ёкё°к°Җ к°•н•ҳл©ҙ лҲ„м¶ңлҗң к°ҖмҠӨк°Җ 분мӮ°лҗҳм–ҙ нҸӯл°ң мң„н—ҳлҸ„к°Җ к°җмҶҢн•ҳлҜҖлЎң, ліҙмҲҳм ҒмңјлЎң к°ҖмһҘ м•Ҳ мўӢмқҖ мғҒнҷ©мқ„ к°Җм •н•ҳкё° мң„н•ҳм—¬ мқјл°ҳм Ғмқё н•ҙм–‘ нҷҳкІҪм—җ 비н•ҳм—¬ к°ҖлІјмҡҙ л°”лһҢмқҙ мЎҙмһ¬н•ҳлҠ” Fл ҲлІЁ(н’ҚмҶҚ 1.5m/s)лЎң к°Җм •н•ҳмҳҖлӢӨ. н’Қн–Ҙкіј мЎ°лҘҳмқҳ л°©н–ҘмқҖ мқјм№ҳн•ңлӢӨкі к°Җм •н•ҳмҳҖкі , н„°л ӣ кі„лҘҳлҗң FPSOмқҳ кІҪмҡ° м„ мҲҳлҘј нҡҢм „мӢңнӮ¬ мҲҳ мһҲмңјлҜҖлЎң м„ мҲҳм—җм„ң м„ лҜёмёЎмңјлЎң н’Қн–Ҙмқ„ к°Җм •н•ҳмҳҖлӢӨ. лҲ„м¶ң л№ҲлҸ„ л°Ҹ м җнҷ” л№ҲлҸ„лҠ” OGP(International Association of Oil & Gas Producers) нҶөкі„ мһҗлЈҢлҘј мқёмҡ©н•ҳм—¬ мӮ¬мҡ©н•ҳмҳҖлӢӨ(OGP, 2010a; OGP, 2010b). ліҙмҲҳм Ғмқё н•ҙм„қмқ„ мң„н•ҳм—¬ мҡҙм „ м••л Ҙм—җм„ң кёҙкёүм°ЁлӢЁ(Emergency shutdown)мқҙлӮҳ кёҙкёүк°җм••(Blowdown)мқҙ мһҲкё° м „к№Ңм§Җ мҡҙм „м••л Ҙмқ„ мң м§Җн•ҳл©ҙм„ң м§ҖмҶҚм ҒмңјлЎң лҲ„м¶ңмқҙ л°ңмғқн•ҳлҠ” мҷ„м „ лҲ„м¶ң(Full release) мЎ°кұҙмқ„ к°Җм •н•ҳмҳҖлӢӨ. м җнҷ” нҷ•лҘ мқҖ Table 3кіј к°ҷмқҙ OGPк°Җ м ңкіөн•ҳлҠ” 21лІҲ мӢңлӮҳлҰ¬мҳӨ(н•ҙм–‘ кіөм • к°ҖмҠӨ лӘЁл“Ҳ)мқҳ лҚ°мқҙн„°лҘј лӮҙмӮҪн•ҳм—¬ мқҙмҡ©н•ҳмҳҖлӢӨ.
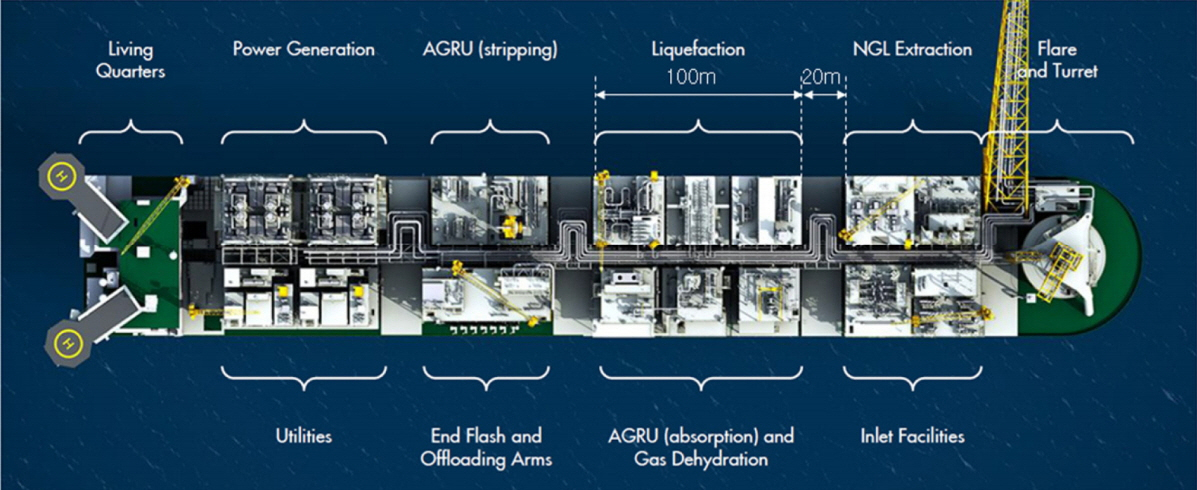
мһ мһ¬м Ғ нҸӯл°ң мң„н—ҳлҸ„лҘј 분м„қн•ҳкё° мң„н•ҳм—¬ к·јм ‘ лӘЁл“Ҳкіјмқҳ кІҪкі„кұ°лҰ¬м—җм„ң кіјм••мқ„ 추мӮ°н•ҳмҳҖлӢӨ. Fig. 4мҷҖ к°ҷмқҙ FLNGмқҳ л°°м№ҳлҸ„лҘј м°Ёмҡ©н•ҳм—¬(Jewitt, 2015) м•Ўнҷ”кіөм • лӘЁл“Ҳмқҳ нҒ¬кё°лҠ” 100m, мқём ‘ лӘЁл“Ҳкіјмқҳ к°„кІ©мқҖ 20mмңјлЎң к°Җм •н•ҳмҳҖлӢӨ.
4. кІ°кіј л°Ҹ кІҖнҶ
Table 4лҠ” SMR л°Ҹ DMR м•Ўнҷ” кіөм •мқҳ мөңм Ғнҷ” кІ°кіј м–»м–ҙ진 лғүл§Өмқҳ мөңм Ғ мЎ°м„ұкіј мөңлҢҖмҡҙм „м••л Ҙмқ„ лӮҳнғҖлӮҙкі мһҲмңјл©°, мөңм Җ мҳЁлҸ„кө¬к°„мқҙ лӘЁл‘җ 3лҸ„ мқҙмғҒмңјлЎң м ңм•ҪмЎ°кұҙмқ„ л§ҢмЎұн•ҳлҠ” кІғмқ„ нҷ•мқён• мҲҳ мһҲлӢӨ. LNG 1ton/dayлҘјмғқмӮ°н•ҳкё° мң„н•ҳм—¬ SMRмқҙ 13.7kWмқҳ м—җл„Ҳм§ҖлҘј мҶҢлӘЁн•ҳлҠ” кІғмқҙ 비н•ҳм—¬ DMRмқҙ 10.3kWмқҳ ліҙлӢӨ лӮ®мқҖ м—җл„Ҳм§Җ мҶҢлӘЁлҹүмқ„ ліҙмқҙкі мһҲмңјл©°, мқҙлҠ” кё°мЎҙ м—°кө¬м—җм„ң ліҙкі лҗң кІ°кіјмҷҖлҸ„ мқјм№ҳн•ңлӢӨ(Khan and Lee, 2013; Lee et al., 2015). л¶ҖлЎқ Table A1мқҖ к°Ғ кіөм • л°Ҹ мӮ¬лЎҖлі„лЎң кІ©лҰ¬ кө¬к°„лі„лЎң мҡҙм „ мҳЁлҸ„, м••л Ҙ, мһ¬кі лҹү л°Ҹ лҲ„м¶ң к·ңлӘЁм—җ л”°лҘё л№ҲлҸ„, м җнҷ”нҷ•лҘ , нҸӯл°ңнҷ•лҘ л°Ҹ к·ё кІ°кіј кіјм••мқ„ лӮҳнғҖлӮҙкі мһҲлӢӨ.
Fig. 5лҠ” кІ°кіјл¬јлЎң лҸ„м¶ңлҗң SMRкіј DMR м•Ўнҷ”кіөм •мқҳ нҸӯл°ңмң„н—ҳлҸ„ мҙҲкіј лҲ„м Ғ лҸ„н‘ң(Exceedance diagram)лҘј к°Ғ мӮ¬лЎҖлі„лЎң ліҙм—¬мЈјкі мһҲлӢӨ. Fig. 5aлҠ” 0.9MTPAмқҳ LNG мғқмӮ°лҹүмқ„ лҢҖмғҒмңјлЎң н•ҳлҠ” кІҪмҡ°лЎң, SMRмқҙ DMRм—җ 비н•ҙм„ң лҸҷмқјн•ң л№ҲлҸ„м—җм„ң м „л°ҳм ҒмңјлЎң лӮ®мқҖ кіјм••мқ„ лӮҳнғҖлӮҙкі мһҲлӢӨ. Fig. 5bлҠ” 1.8MTPAмқҳ LNG мғқмӮ°лҹүмқ„ лҢҖмғҒмңјлЎң н•ҳкі мһҲмңјл©°, кІ°кіјлҠ” SMRмқҙ м „л°ҳм ҒмңјлЎң к°ҷмқҖ л№ҲлҸ„м—җм„ң DMRкіј мң мӮ¬н•ҳкұ°лӮҳ м•Ҫк°„ лҚ” лҶ’мқҖ кіјм••мқ„ ліҙмқҙкі мһҲмқҢмқ„ м•Ң мҲҳ мһҲлӢӨ. мқҙлҠ” нҠёл Ҳмқё мғқмӮ°мҡ©лҹүмқҳ н•ңкі„лЎң SMRмқҳ кІҪмҡ° 1.9MTPAмғқмӮ°мқ„ мң„н•ҳм—¬ 2к°ңмқҳ нҠёл Ҳмқёмқҙ м Ғмҡ©лҗҳм—Ҳкё° л•Ңл¬ёмқҙлӢӨ. нҠёл Ҳмқёмқҳ мҲҳк°Җ мҰқк°Җн•ҳл©ҙ лӢЁмң„ мһҘ비к°Җ к°Җм§ҖлҠ” мһ¬кі лҹүмқҖ мҰқк°Җн•ҳм§Җ м•ҠмңјлӮҳ м „мІҙм Ғмқё мһҘ비мқҳ мҲ«мһҗк°Җ 비лЎҖн•ҳм—¬ мҰқк°Җн•ҳкІҢ лҗҳлҜҖлЎң, лҲ„м¶ң л°Ҹ нҸӯл°ң мӮ¬кіјмқҳ л№ҲлҸ„к°Җ мғҒмҠ№н•ҳлҠ” кІ°кіјлҘј к°Җм ёмҳЁлӢӨ. DMRмқҳ кІҪмҡ° лӢЁмқјнҠёл Ҳмқё мғқмӮ°мқҙ к°ҖлҠҘн•ҳлҜҖлЎң лғүл§Ө мҲңнҷҳмң лҹүмқҙ мҰқк°Җн•ҳкі мһ¬кі лҹүмқҙ мҰқк°Җн•ҳм—¬ мӮ¬кі мқҳ нҸӯл°ңкіјм••мқҖ мҰқк°Җн•ҳмҳҖмңјлӮҳ мӮ¬кі л№ҲлҸ„лҠ” нҒ¬кІҢ ліҖнҷ”н•ҳм§Җ м•Ҡм•ҳлӢӨ.Fig. 5cлҠ” 3.6MTPAмқҳ LNGмғқмӮ°мқ„ мң„н•ң кІҪмҡ°лЎң, нҠёл Ҳмқё к°ңмҲҳмқҳ мҰқк°ҖлЎң мқён•ҳм—¬ SMRмқҳ мһ мһ¬мң„н—ҳлҸ„к°Җ мғҒмҠ№н•ң кІ°кіјлҘј ліҙм—¬мЈјкі мһҲлӢӨ. кІ°кіјм ҒмңјлЎң м „кө¬к°„м—җм„ң лҸҷл№ҲлҸ„лҘј к°Җм§ҖлҠ” кІҪмҡ° DMRмқҙ SMRліҙлӢӨ лӮ®мқҖ кіјм••мқ„ ліҙмқҙкі мһҲлӢӨ.
мҡ”м•Ҫн•ҳл©ҙ, SMRмқҖ лӢЁмқј нҠёл ҲмқёмңјлЎң м Ғмҡ©лҗң кІҪмҡ°л§Ң DMRліҙлӢӨ лӮҳмқҖ мһ мһ¬ нҸӯл°ң мң„н—ҳлҸ„лҘј ліҙмҳҖмңјл©°, мғқмӮ°мҡ©лҹүмқҙ мҰқк°Җн•ҳм—¬ мҡ”кө¬лҗҳлҠ” нҠёл Ҳмқё к°ңмҲҳк°Җ мҰқк°Җн•ҳл©ҙ, SMRмқҖ лҸҷл№ҲлҸ„м—җм„ң DMRкіј мң мӮ¬н•ҳкұ°лӮҳ лҚ” лҶ’мқҖ кіјм••мқ„ ліҙмҳҖлӢӨ. мқҙлҠ” мҰқк°Җн•ҳлҠ” нҠёл Ҳмқёмқҳ к°ңмҲҳк°Җ мһҘм№ҳмқҳ мҲҳлҘј мҰқк°ҖмӢңмјң мӮ¬кі л№ҲлҸ„к°Җ мҰқк°Җн•ҳлҠ” кІ°кіјлҘј мң л°ңн•ҳмҳҖкё° л•Ңл¬ёмқҙлӢӨ. мқҙлҠ” нҶөмғҒм ҒмңјлЎң SMRмқҙ DMRм—җ 비н•ҳм—¬ лӢЁмҲңн•ҳлҜҖлЎң м•Ҳм „н•ҳлӢӨлҠ” мқёмӢқмқҙ н•ӯмғҒ м Ғмҡ©лҗ мҲҳ м—ҶмқҢмқ„ ліҙм—¬мЈјл©°, лӢӨмӨ‘ нҠёл Ҳмқёмқҙ мҡ”кө¬лҗҳлҠ” кІҪмҡ° SMRмқ„ мұ„нғқн•ҳлҠ” кІҪмҡ°лҸ„ мң„н—ҳлҸ„ м „лһөмқҙ кі л Өлҗҳм–ҙм•ј н•Ёмқ„ м•Ң мҲҳ мһҲлӢӨ.
мқҙ м—°кө¬м—җм„ң м Ғмҡ©н•ң мһ мһ¬ мң„н—ҳлҸ„ 분м„қ л°©лІ•лЎ мқҖ м•Ўнҷ”мӮ¬мқҙнҒҙм—җ лӮҙмһ¬лҗң нҸӯл°ң мң„н—ҳм„ұл§Ңмқ„ лӢЁмҲңнҷ”лҗң к°Җм •мқ„ нҶөн•ҳм—¬ 추мӮ°н•ҳм—¬ 비көҗн•ҳмҳҖлӢӨлҠ” н•ңкі„м җмқ„ к°Җ진лӢӨ. мҳҲлҘј л“Өм–ҙ м җнҷ”мӣҗмқҖ лӘЁл“Ҳмқҳ мӨ‘мӢ¬мңјлЎң мқјкҙ„ к°Җм •лҗҳм—Ҳкі , лӘЁл“Ҳмқҳ нҒ¬кё°к°Җ лҸҷмқјн•ҳлӢӨкі к°Җм •лҗҳм—Ҳмңјл©°, мӢӨм ң мһҘ비мқҳ л°°м№ҳ л°Ҹ лӘЁл“Ҳмқҳ л°°м№ҳмҷҖ мқҙм—җ л”°лҘё мғҒмҠ№нҡЁкіјлҠ” кі л Өлҗҳм§Җ м•Ҡм•ҳлӢӨ. л”°лқјм„ң м°Ёнӣ„ м—°кө¬м—җм„ңлҠ” ліҙлӢӨ мӢ лў°лҸ„ лҶ’мқҖ м•Ҳм „ нҸүк°Җ кІ°кіјлҘј м–»кё° мң„н•ҙм„ң ліҙлӢӨ м •көҗн•ң нҸүк°Җл°©лІ•лЎ мқҳ кө¬м¶•мқ„ н•„мҡ”лЎң н•ңлӢӨ. к·ёлҹ¬лӮҳ к·ёлҹјм—җлҸ„ л¶Ҳкө¬н•ҳкі , лҸҷмқјн•ң мЎ°кұҙм—җм„ң SMRмқҙ к°Җм§ҖлҠ” лӮҙмһ¬м Ғ мң„н—ҳлҸ„к°Җ DMRліҙлӢӨ м»Өм§Ҳ мҲҳ мһҲмқҢмқҖ мӨ‘мҡ”н•ң нҶөм°°мқ„ м ңкіөн•ҳл©°, к°ңл…җм„Өкі„лӢЁкі„м—җм„ңл¶Җн„° м•Ҳм „мқҙ кі л Өлҗҳм–ҙм•ј н• н•„мҡ”м„ұмқ„ мһ…мҰқн•ҳм—¬ мӨҖлӢӨ.
5. кІ° лЎ
ліё л…јл¬ём—җм„ңлҠ” SMR л°Ҹ DMR м•Ўнҷ”кіөм • к°ңл…җм„Өкі„лҘј кё°л°ҳмңјлЎң мғқмӮ°мҡ©лҹүм—җ л”°лқј к°Ғ кіөм •м—җ лӮҙмһ¬лҗң мһ мһ¬ нҸӯл°ң мң„н—ҳлҸ„лҘј 비көҗ분м„қн•ҳмҳҖлӢӨ. SMR л°Ҹ DMR м•Ўнҷ”кіөм •мқҖ кіөм • лӘЁмӮ¬ мҶҢн”„нҠёмӣЁм–ҙлҘј нҶөн•ҳм—¬ лӘЁмӮ¬лҗҳм—Ҳкі , мң м „ м•Ңкі лҰ¬мҰҳмқ„ кІ°н•©н•ҳм—¬ мөңм Ғнҷ” лҗҳм—ҲлӢӨ. мөңм Ғнҷ”лҗң кіөм • мЎ°кұҙмқ„ кё°л°ҳмңјлЎң нҸӯл°ң л№ҲлҸ„мҷҖ кІ°кіј кіјм••мқҙ нҸүк°Җлҗҳм—Ҳмңјл©°, мҙҲкіјлҲ„м Ғ кіЎм„ мқ„ мқҙмҡ©н•ҳм—¬ мһ мһ¬ мң„н—ҳлҸ„лҘј 비көҗн•ҳмҳҖлӢӨ. кІ°кіјлҠ” 0.9MTPAмғқмӮ° мӢң SMRмқҙ м „л°ҳм ҒмңјлЎң DMRм—җ 비н•ҙм„ң лҸҷл№ҲлҸ„м—җм„ң лӮ®мқҖ кіјм••мқ„ ліҙмҳҖмңјлӮҳ, 1.8MTPA л°Ҹ 3.6MTPAмғқмӮ° мӢң SMRмқҙ DMRкіј мң мӮ¬н•ҳкұ°лӮҳ лҚ” лҶ’мқҖ кіјм••мқ„ ліҙмҳҖлӢӨ. мҰү лӢЁмқјнҠёл Ҳмқём—җм„ң мғқмӮ°н•ҳлҠ” кІҪмҡ°л§Ңмқҙ SMRмқҙ DMRліҙлӢӨ лӮҳмқҖ лӮҙмһ¬м Ғ нҸӯл°ңмң„н—ҳлҸ„лҘј лӮҳнғҖлӮҙм—ҲлӢӨ. мқҙлҠ” мғқмӮ°лҹүмқҙ мҰқк°Җн•ҳм—¬ лӢӨмӨ‘нҠёл Ҳмқёмқҙ мҡ”кө¬лҗҳлҠ” кІҪмҡ° SMRмқҳ мһҘм№ҳмҲҳк°Җ мҰқк°Җ, мӮ¬кі л№ҲлҸ„к°Җ мҰқк°Җн•ҳлҠ” кІ°кіјк°Җ мҙҲлһҳлҗҳм—Ҳкё° л•Ңл¬ёмқҙлӢӨ. мҰү лӘ©н‘ң мғқмӮ°лҹүмқҙ мҰқк°Җн• мҲҳлЎқ DMRмқҙ нҡЁмңЁлҝҗл§Ң м•„лӢҲлқј м•Ҳм „ мёЎл©ҙм—җм„ңлҸ„ SMRліҙлӢӨ лӮҳмқҖ кІ°кіјлҘј ліҙмҳҖлӢӨ. мқҙлҹ¬н•ң кІ°кіјлҠ” SMRмқҙ DMRм—җ 비н•ҳм—¬ м•Ҳм „н•ҳлӢӨкі нҸүк°ҖлҗҳлҠ” мқјл°ҳм Ғмқё мӢңк°Ғмқҙ н•ӯмғҒ м„ұлҰҪн•ҳм§Җ м•ҠлҠ” кІғмқ„ ліҙм—¬мЈјл©°, лҢҖмҡ©лҹү LNG мғқмӮ° м„Ө비мқҳ кІҪмҡ° SMRмқ„ мұ„нғқн•ҳлҠ” кІҪмҡ° 추к°Җм Ғмқё м•Ҳм „ м „лһөмқҙ кі л Өлҗҳм–ҙм•ј н•Ёмқ„ ліҙм—¬мӨҖлӢӨ.