
1. Introduction
1.1 Overview
1.2 Related Work
2. Seam Types and Correlation with Pieces
2.1 Type of Seams
(1) Main plate seams created by considering width extra or constraints arising from the facility and production efficiency of a steel manufacturer
- The main plate refers to the steel sheet that forms the foundation of the blocks comprising the ship (e.g., deck or bulkhead).
- Width extra refers to additional costs incurred when ordering steel that is wider or narrower than the typical material produced by the steel manufacturer.
- Seams can be additionally created depending on a shipyard’s production facility (cutting, pre-processing, etc.).
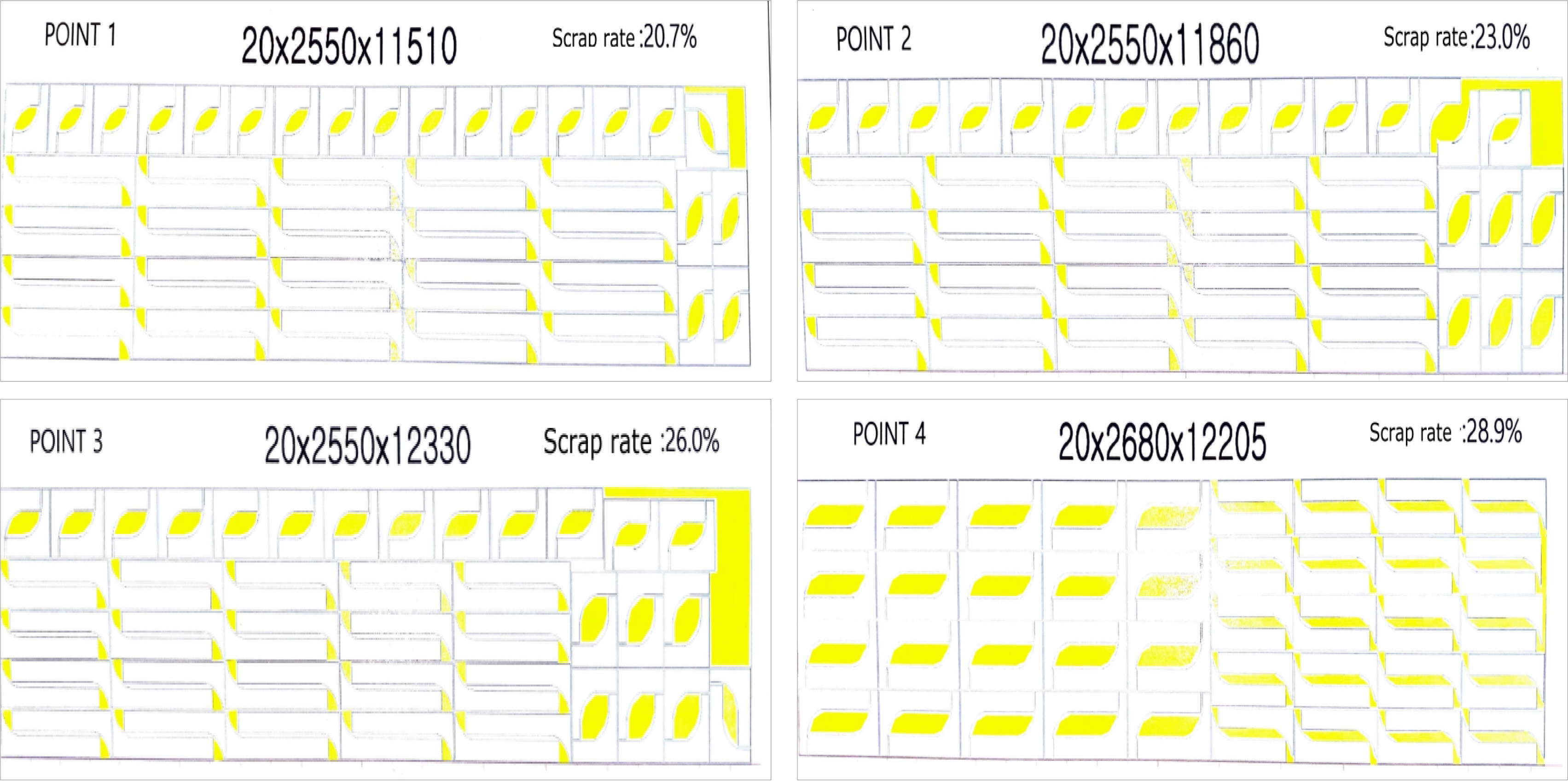
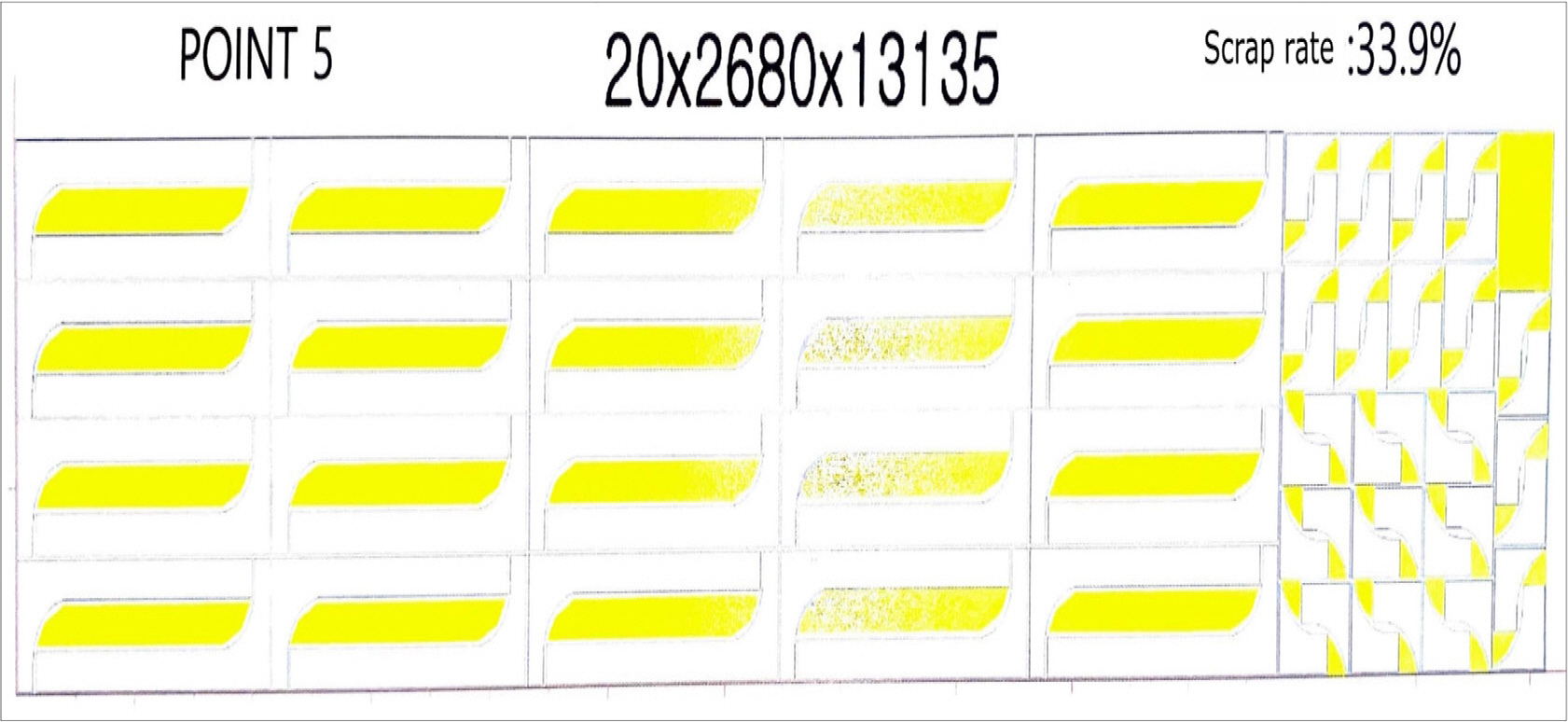
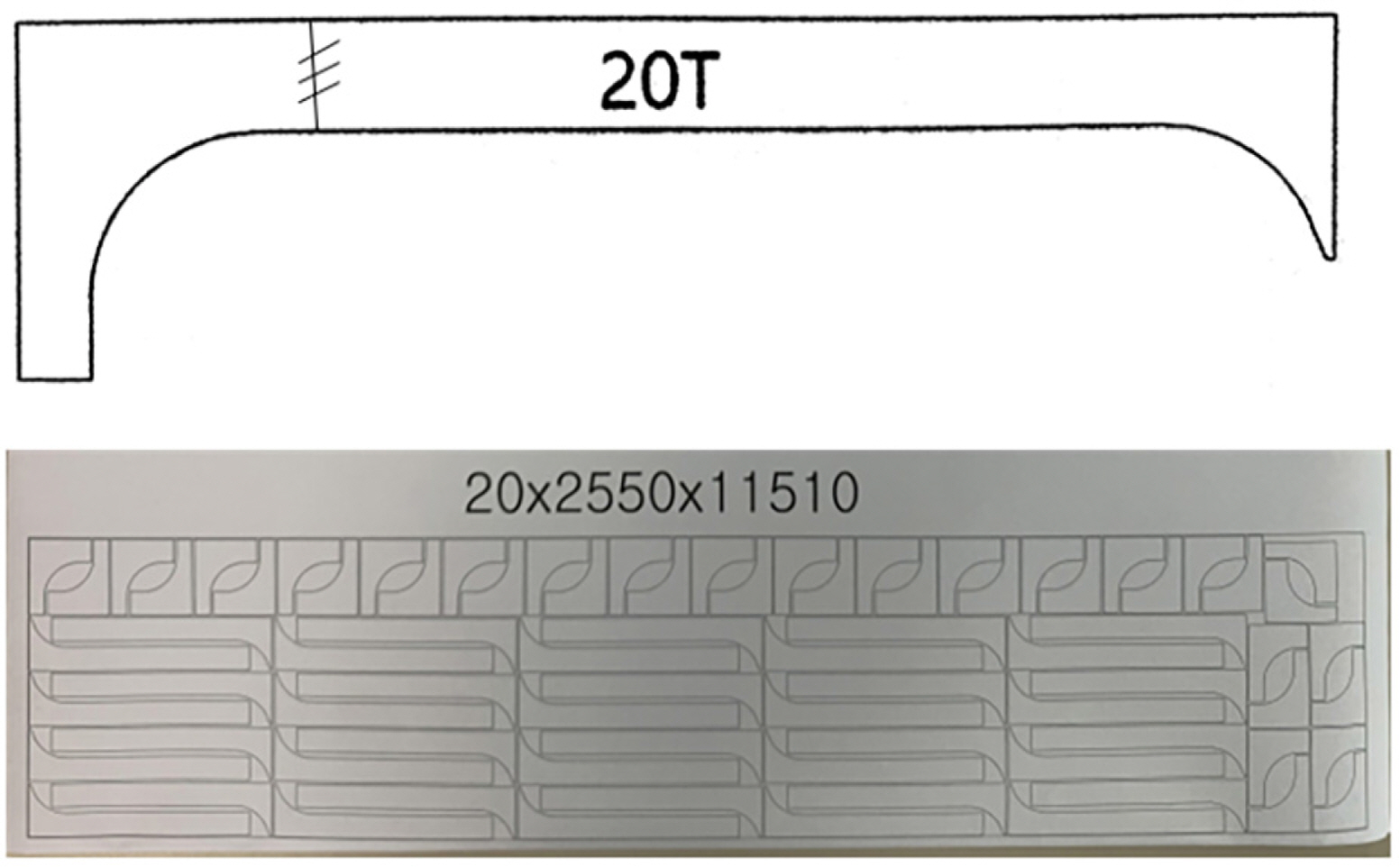
(2) Piece seams created by considering the steel scrap rate
(3) Processing seams created to prevent interference between blocks or parts during assembly and mounting
(4) Seam type which locally increases the thickness of the insertion plate from requiring reinforcement depending on whole ship analysis or local analysis results.
2.2 Factors Affecting Creation of Scrap Seams and Advantage/Disadvantage
(1) Steel cost (the greatest influential factor)
(2) Amount of welding in butt joints
(3) Number of cut parts
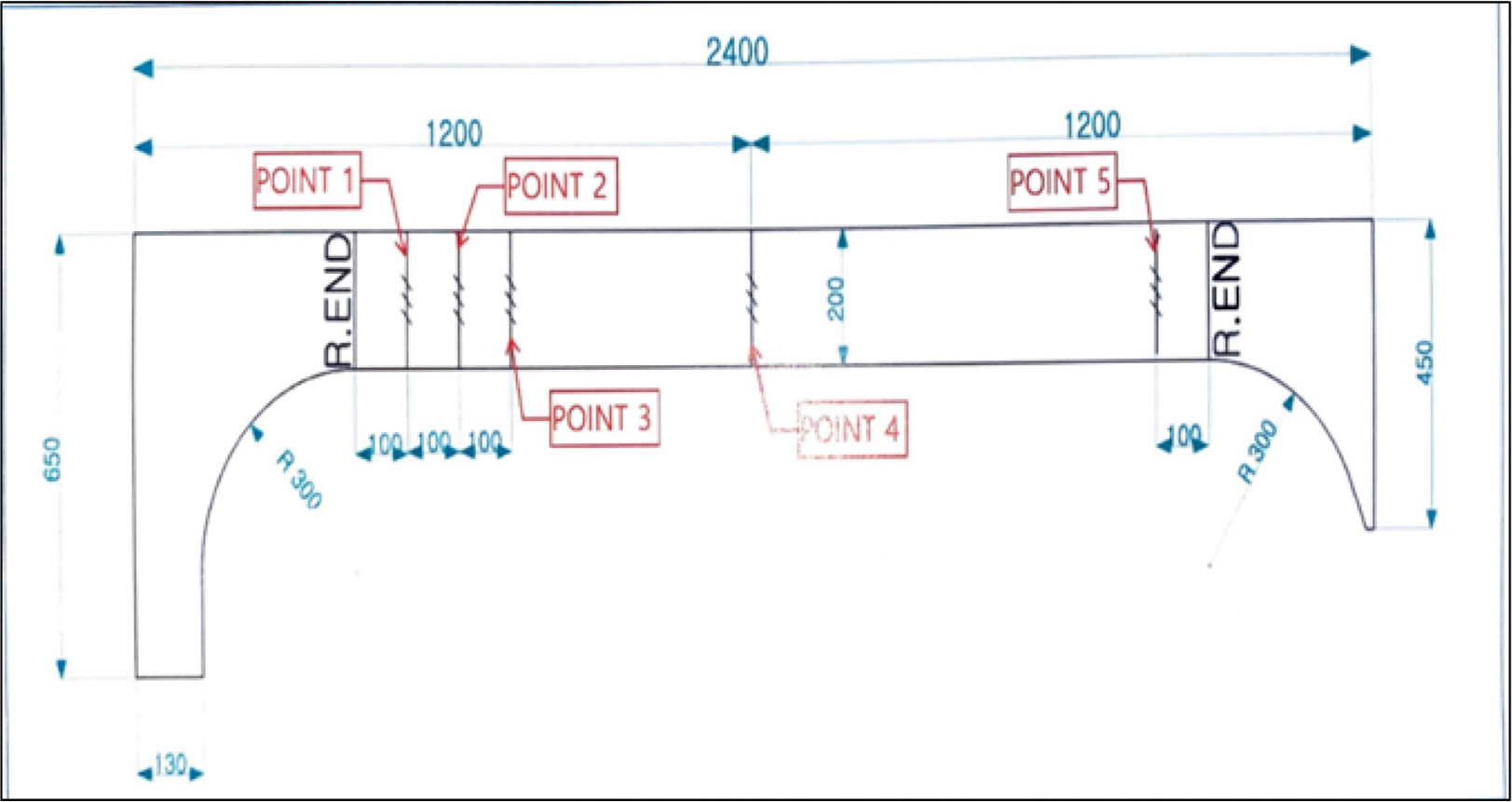
(4) Deformation due to cutting
- There is a high probability of cutting deformation when cutting pieces that have a longer length than the width. Deformation can be minimized if seams are created in the width direction at appropriate intervals. In this case, the number of seams increases, but the reduction in field rework due to deformation has a more significant impact.